新潟県工業技術総合研究所は、工業系の技術支援機関です。
| Topページ > 機械・金属関係 技術トピックス > 【県央技術トピック】刃物鋼(白紙2号)の硬さと金属組織 |
刃物鋼(白紙2号)の硬さと金属組織
県央技術支援センター
主任研究員 斎藤 雄治
主任研究員 斎藤 雄治
日立金属(株)のヤスキハガネの白紙は、鋼の性能に有害となる不純物が少なく、高級刃物鋼として知られています。しかし、不純物が少ないため焼入れが難しい材料であり、熱処理の不具合等によるトラブルが発生することもあります。ここでは、種々の温度で焼入れした白紙2号について、硬さと金属組織を調べた結果を紹介します。トラブル対策等にご利用ください。なお、以下の試験データは1998年当時のものであることを最初にお断りしておきます。
1.実験条件
・供試材:25×25×6mmの日立金属(株)製ヤスキハガネ白紙2号
・実験装置:(株)東洋製作所製 電気マッフル炉 KM-420
(株)明石製作所製 マイクロビッカース硬度計 MVK-G1
オリンパス製 金属顕微鏡 PMG3
・熱処理: 焼入れ…750~900℃の各温度に20分保持後、水冷
焼戻し…180℃に1時間保持後、空冷
・硬さ試験:試験片端面を鏡面研磨してビッカース硬さHV0.5を試験
・金属組織:試験片端面を鏡面研磨してから硝酸アルコール溶液(配合:HNO3 3ml、エチルアルコール97ml)で腐食して金属顕微鏡で観察
2 実験結果
(1)供試材の金属組織
金属組織の観察結果を図1に示します。フェライト(白い組織)の基地に球状炭化物(セメンタイト)が一様に分布した状態になっています。
(2)熱処理後の金属組織と硬さ
ビッカース硬さの試験結果を図2に示します。焼入れ温度750℃では硬さが低いですが、焼入れ温度775℃以上でHV800以上の硬さとなっていることがわかります。
金属組織の観察結果を図3~図9に示します。図3には、焼戻しマルテンサイト(灰色の組織)の基地にセメンタイトとフェライト(白色の部分)がみられます。フェライトがみられることから、焼入れ温度が理想的な焼入れ温度に比べてやや低かったと考えられます。フェライトはかなり軟らかい組織であるため、焼入れ温度750℃のときには硬さが低くなったのです。図4は、ほぼ理想的な焼入れ温度による金属組織で、細かい焼戻しマルテンサイトがみられます。図5~図9は理想的な焼入れ温度より高い場合の金属組織で、焼入れ温度が高くなるにつれて焼戻しマルテンサイトが粗大になっていくことがわかります。さらに、図9では、焼戻しマルテンサイトに加えて白い組織が多くみられます。この白い組織は残留オーステナイトと考えられます。残留オーステナイトは軟らかい組織ですが、後になって硬いマルテンサイトに変わることがあります。
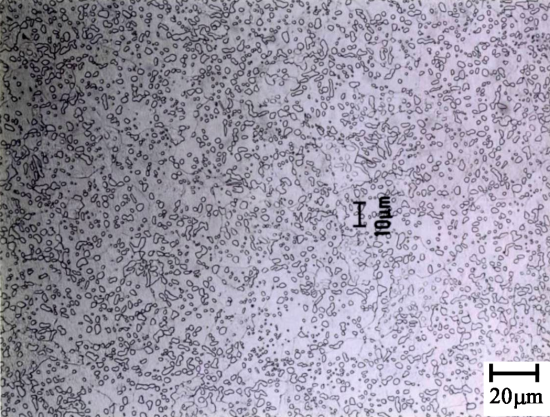
図1 供試材(フェライトと球状セメンタイト)
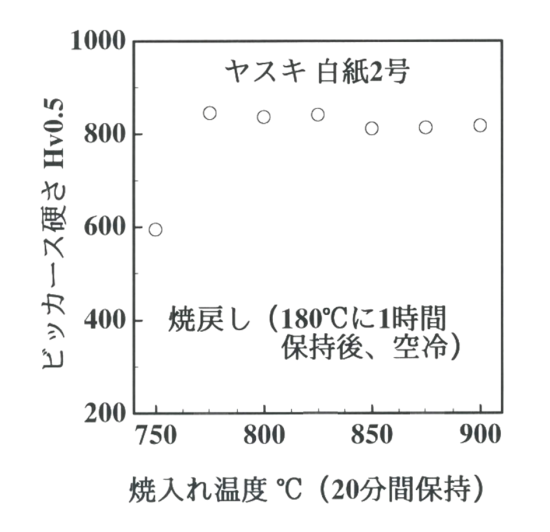
図2 焼入れ温度を変えたときの硬さ
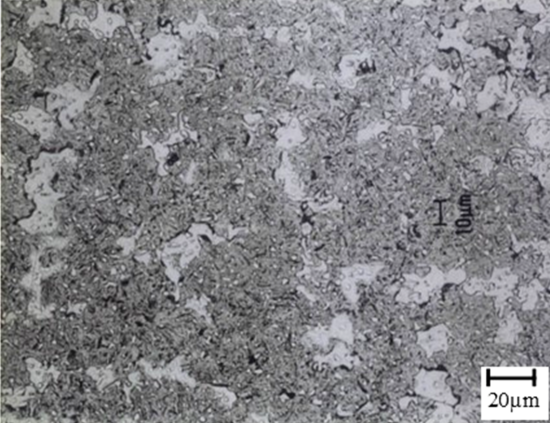
図3 焼入れ:750℃に20分保持後、水冷
焼戻し:180℃に1時間保持後、空冷
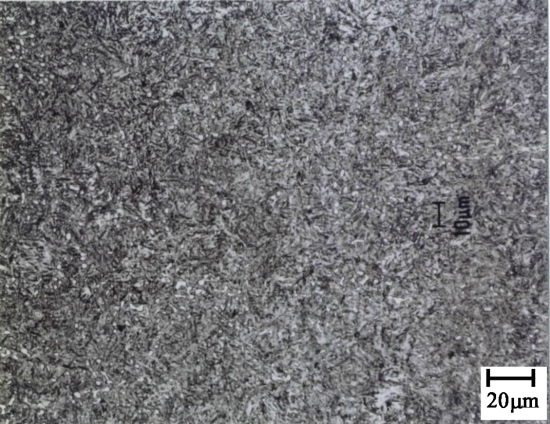
図4 焼入れ:775℃に20分保持後、水冷
焼戻し:180℃に1時間保持後、空冷
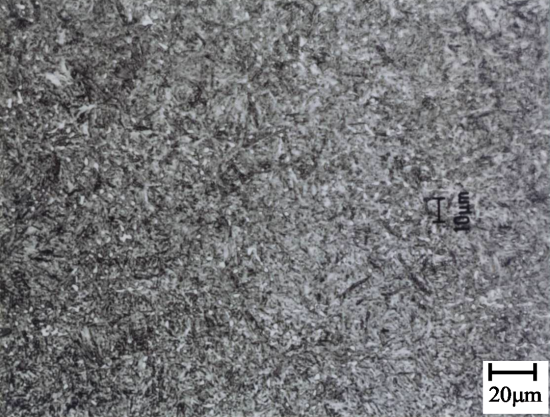
図5 焼入れ:800℃に20分保持後、水冷
焼戻し:180℃に1時間保持後、空冷
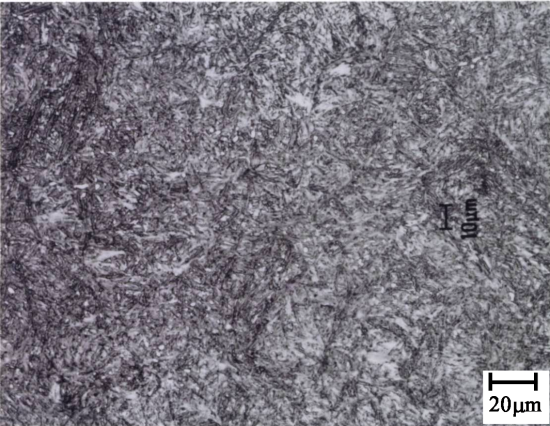
図6 焼入れ:825℃に20分保持後、水冷
焼戻し:180℃に1時間保持後、空冷
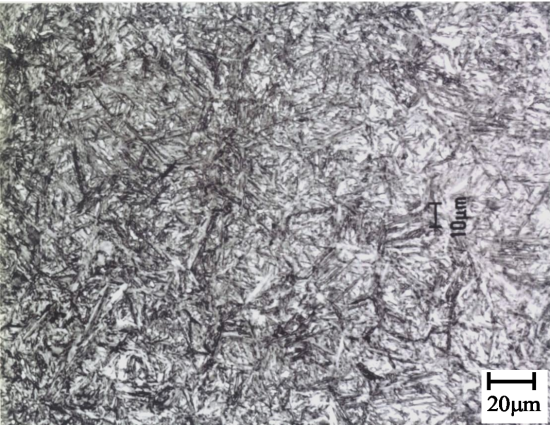
図7 焼入れ:850℃に20分保持後、水冷
焼戻し:180℃に1時間保持後、空冷
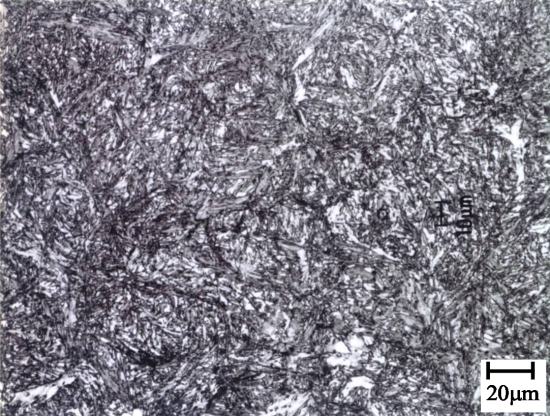
図8 焼入れ:875℃に20分保持後、水冷
焼戻し:180℃に1時間保持後、空冷
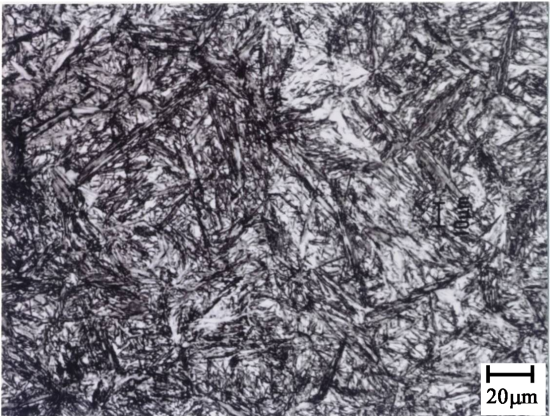
図9 焼入れ:900℃に20分保持後、水冷
焼戻し:180℃に1時間保持後、空冷
1.実験条件
・供試材:25×25×6mmの日立金属(株)製ヤスキハガネ白紙2号
・実験装置:(株)東洋製作所製 電気マッフル炉 KM-420
(株)明石製作所製 マイクロビッカース硬度計 MVK-G1
オリンパス製 金属顕微鏡 PMG3
・熱処理: 焼入れ…750~900℃の各温度に20分保持後、水冷
焼戻し…180℃に1時間保持後、空冷
・硬さ試験:試験片端面を鏡面研磨してビッカース硬さHV0.5を試験
・金属組織:試験片端面を鏡面研磨してから硝酸アルコール溶液(配合:HNO3 3ml、エチルアルコール97ml)で腐食して金属顕微鏡で観察
2 実験結果
(1)供試材の金属組織
金属組織の観察結果を図1に示します。フェライト(白い組織)の基地に球状炭化物(セメンタイト)が一様に分布した状態になっています。
(2)熱処理後の金属組織と硬さ
ビッカース硬さの試験結果を図2に示します。焼入れ温度750℃では硬さが低いですが、焼入れ温度775℃以上でHV800以上の硬さとなっていることがわかります。
金属組織の観察結果を図3~図9に示します。図3には、焼戻しマルテンサイト(灰色の組織)の基地にセメンタイトとフェライト(白色の部分)がみられます。フェライトがみられることから、焼入れ温度が理想的な焼入れ温度に比べてやや低かったと考えられます。フェライトはかなり軟らかい組織であるため、焼入れ温度750℃のときには硬さが低くなったのです。図4は、ほぼ理想的な焼入れ温度による金属組織で、細かい焼戻しマルテンサイトがみられます。図5~図9は理想的な焼入れ温度より高い場合の金属組織で、焼入れ温度が高くなるにつれて焼戻しマルテンサイトが粗大になっていくことがわかります。さらに、図9では、焼戻しマルテンサイトに加えて白い組織が多くみられます。この白い組織は残留オーステナイトと考えられます。残留オーステナイトは軟らかい組織ですが、後になって硬いマルテンサイトに変わることがあります。
図1 供試材(フェライトと球状セメンタイト)
図2 焼入れ温度を変えたときの硬さ
図3 焼入れ:750℃に20分保持後、水冷
焼戻し:180℃に1時間保持後、空冷
図4 焼入れ:775℃に20分保持後、水冷
焼戻し:180℃に1時間保持後、空冷
図5 焼入れ:800℃に20分保持後、水冷
焼戻し:180℃に1時間保持後、空冷
図6 焼入れ:825℃に20分保持後、水冷
焼戻し:180℃に1時間保持後、空冷
図7 焼入れ:850℃に20分保持後、水冷
焼戻し:180℃に1時間保持後、空冷
図8 焼入れ:875℃に20分保持後、水冷
焼戻し:180℃に1時間保持後、空冷
図9 焼入れ:900℃に20分保持後、水冷
焼戻し:180℃に1時間保持後、空冷
| 問い合わせ:新潟県工業技術総合研究所 県央技術支援センター TEL 0256-32-5271 |