新潟県工業技術総合研究所は、工業系の技術支援機関です。
| Topページ > 機械・金属関係 技術トピックス > 【県央技術トピック】刃物鋼の金属組織の見方 |

県央技術支援センター
主任研究員 斎藤 雄治
主任研究員 斎藤 雄治
利器工匠具(包丁、はさみ、のみ、鉋など)の刃部の材料には刃物鋼が多く使われています。刃物鋼は炭素を多く含んでおり、焼入れにより高硬度になります。刃物鋼には、JISの炭素工具鋼(SK85など)やマルテンサイト系ステンレス鋼(SUS440Cなど)以外にも、鋼材メーカの独自の規格による材料があります。
これまでに、白紙2号、青紙2号、SUS420J2、SUS440Cについて金属組織と硬さを調べて紹介してきましたが、ここでは、刃物鋼の金属組織の見方について、種々の熱処理を行った炭素工具鋼SK105を例にとって説明します。なお、この試験は平成27年1月に実施したものです。
・試験片 :19×19×5mmのSK105
・実験装置:(株)東洋製作所製 電気マッフル炉 KM-420
(株)明石製作所 マイクロビッカース硬度計 MVK-G1
(圧痕を付けるために使用)
(株)ニコンインステック製 倒立型金属顕微鏡 TME3000U-NR型
・熱処理 :焼鈍し…950℃に2時間保持後に炉冷(一部の試料について実施)
焼入れ…750、790および890℃の各温度に15分保持後に水冷
焼戻し…180℃に1時間保持後、空冷(低温焼戻し)
・金属組織:試験片断面を鏡面研磨後、硝酸-アルコール溶液(HNO3 3ml、エチルアルコール97ml)で腐食後、金属顕微鏡で金属組織を観察
フェライト基地に無数の細かい炭化物が一様に分布している状態が一般的です。図1に、本実験で用いたSK105の納入状態の金属組織を示します。この金属組織は球状化焼鈍しという熱処理によって得ることができます。炭化物を均一に分布させておくことによって、場所によらず均一に焼きを入れることができ、割れや変形を抑えることができます。
球状化焼鈍しが不十分であったり、火造り後の冷却速度が速かったりすると、炭化物が網状に分布するようになります。図2に、納入状態のSK105を950℃で焼鈍した金属組織を示します。図2は図1とは全く異なる金属組織になっており、炭化物がパーライト(縞状)と網状(パーライトの周囲)になっています。炭化物は極めて硬く脆いため、この状態で焼入れすると、網状の炭化物の部分から割れたり、刃が欠けやすくなったりします。
炭素量が0.8%より多い刃物鋼については、残留オーステナイトや結晶の粗大化を防ぐため、焼入温度を低めにして未溶解の炭化物を残します。このため、焼入焼戻後の金属組織は、焼戻マルテンサイト基地に炭化物が均一に分布した状態となります。図3に、図1の金属組織のSK105について、適正温度(焼入れ790℃、焼戻し180℃)で焼入焼戻した金属組織を示します。SK105は炭素量が約1%と多いため、適正な温度で焼入れを行うと焼戻マルテンサイト基地に炭化物が分布した状態になっています。参考までに、焼入れだけ行ったときの金属組織を図4に示します。図3とは異なり、生地組織が白っぽく見えます。この生地組織がマルテンサイトです。
図2の網状の炭化物が見られた試料について、図3の焼入焼戻を行った金属組織を図5に示します。焼入前に見られた網状炭化物が焼入焼戻後も残っていることが図5から分かります。網状炭化物はきわめて硬くもろい組織のため、力が加わるとそれに沿って亀裂が生じやすくなります。このため、このような組織をもつ刃物は刃が欠けやすい状態にあるといえます。
焼入温度が適正温度より低い場合はフェライトという組織がみられます。図6には750℃で焼入後に焼戻した金属組織を示します。炭化物のほかに、灰色の焼戻マルテンサイトと白色のフェライトが見られます。図7は図6の試料にビッカース硬さ試験機で圧痕を付けたものです。フェライト組織は焼戻マルテンサイトに比べてかなり軟らかいので、白色の組織がフェライト、灰色の組織が焼戻マルテンサイトであることが確認できます。なお、フェライトと焼戻マルテンサイトが混在する場合、材料の硬さはフェライトが多いほど軟らかくなります。このような組織は硬度不足を招くため、刃のへたり等のトラブルの要因になります。
焼入温度が適正温度より高い場合は金属組織が大きくなります(粗くなります)。図8には適正温度より100℃高い温度から焼入後に焼戻した金属組織を示します。図3に比べてきわめて粗い組織になっていることがわかります。ここで、金属組織が粗いということは、材料が脆いということも意味します。このような組織も刃が欠けやすい状態にあるといえます。
文献
(1) 浜石和人・清藤純一、県内産刃物の調査研究、鹿児島県機械金属技術指導センター 1986年 研究報告、41~44ページ
これまでに、白紙2号、青紙2号、SUS420J2、SUS440Cについて金属組織と硬さを調べて紹介してきましたが、ここでは、刃物鋼の金属組織の見方について、種々の熱処理を行った炭素工具鋼SK105を例にとって説明します。なお、この試験は平成27年1月に実施したものです。
・試験片 :19×19×5mmのSK105
・実験装置:(株)東洋製作所製 電気マッフル炉 KM-420
(株)明石製作所 マイクロビッカース硬度計 MVK-G1
(圧痕を付けるために使用)
(株)ニコンインステック製 倒立型金属顕微鏡 TME3000U-NR型
・熱処理 :焼鈍し…950℃に2時間保持後に炉冷(一部の試料について実施)
焼入れ…750、790および890℃の各温度に15分保持後に水冷
焼戻し…180℃に1時間保持後、空冷(低温焼戻し)
・金属組織:試験片断面を鏡面研磨後、硝酸-アルコール溶液(HNO3 3ml、エチルアルコール97ml)で腐食後、金属顕微鏡で金属組織を観察
フェライト基地に無数の細かい炭化物が一様に分布している状態が一般的です。図1に、本実験で用いたSK105の納入状態の金属組織を示します。この金属組織は球状化焼鈍しという熱処理によって得ることができます。炭化物を均一に分布させておくことによって、場所によらず均一に焼きを入れることができ、割れや変形を抑えることができます。
球状化焼鈍しが不十分であったり、火造り後の冷却速度が速かったりすると、炭化物が網状に分布するようになります。図2に、納入状態のSK105を950℃で焼鈍した金属組織を示します。図2は図1とは全く異なる金属組織になっており、炭化物がパーライト(縞状)と網状(パーライトの周囲)になっています。炭化物は極めて硬く脆いため、この状態で焼入れすると、網状の炭化物の部分から割れたり、刃が欠けやすくなったりします。
炭素量が0.8%より多い刃物鋼については、残留オーステナイトや結晶の粗大化を防ぐため、焼入温度を低めにして未溶解の炭化物を残します。このため、焼入焼戻後の金属組織は、焼戻マルテンサイト基地に炭化物が均一に分布した状態となります。図3に、図1の金属組織のSK105について、適正温度(焼入れ790℃、焼戻し180℃)で焼入焼戻した金属組織を示します。SK105は炭素量が約1%と多いため、適正な温度で焼入れを行うと焼戻マルテンサイト基地に炭化物が分布した状態になっています。参考までに、焼入れだけ行ったときの金属組織を図4に示します。図3とは異なり、生地組織が白っぽく見えます。この生地組織がマルテンサイトです。
図2の網状の炭化物が見られた試料について、図3の焼入焼戻を行った金属組織を図5に示します。焼入前に見られた網状炭化物が焼入焼戻後も残っていることが図5から分かります。網状炭化物はきわめて硬くもろい組織のため、力が加わるとそれに沿って亀裂が生じやすくなります。このため、このような組織をもつ刃物は刃が欠けやすい状態にあるといえます。
焼入温度が適正温度より低い場合はフェライトという組織がみられます。図6には750℃で焼入後に焼戻した金属組織を示します。炭化物のほかに、灰色の焼戻マルテンサイトと白色のフェライトが見られます。図7は図6の試料にビッカース硬さ試験機で圧痕を付けたものです。フェライト組織は焼戻マルテンサイトに比べてかなり軟らかいので、白色の組織がフェライト、灰色の組織が焼戻マルテンサイトであることが確認できます。なお、フェライトと焼戻マルテンサイトが混在する場合、材料の硬さはフェライトが多いほど軟らかくなります。このような組織は硬度不足を招くため、刃のへたり等のトラブルの要因になります。
焼入温度が適正温度より高い場合は金属組織が大きくなります(粗くなります)。図8には適正温度より100℃高い温度から焼入後に焼戻した金属組織を示します。図3に比べてきわめて粗い組織になっていることがわかります。ここで、金属組織が粗いということは、材料が脆いということも意味します。このような組織も刃が欠けやすい状態にあるといえます。
文献
(1) 浜石和人・清藤純一、県内産刃物の調査研究、鹿児島県機械金属技術指導センター 1986年 研究報告、41~44ページ
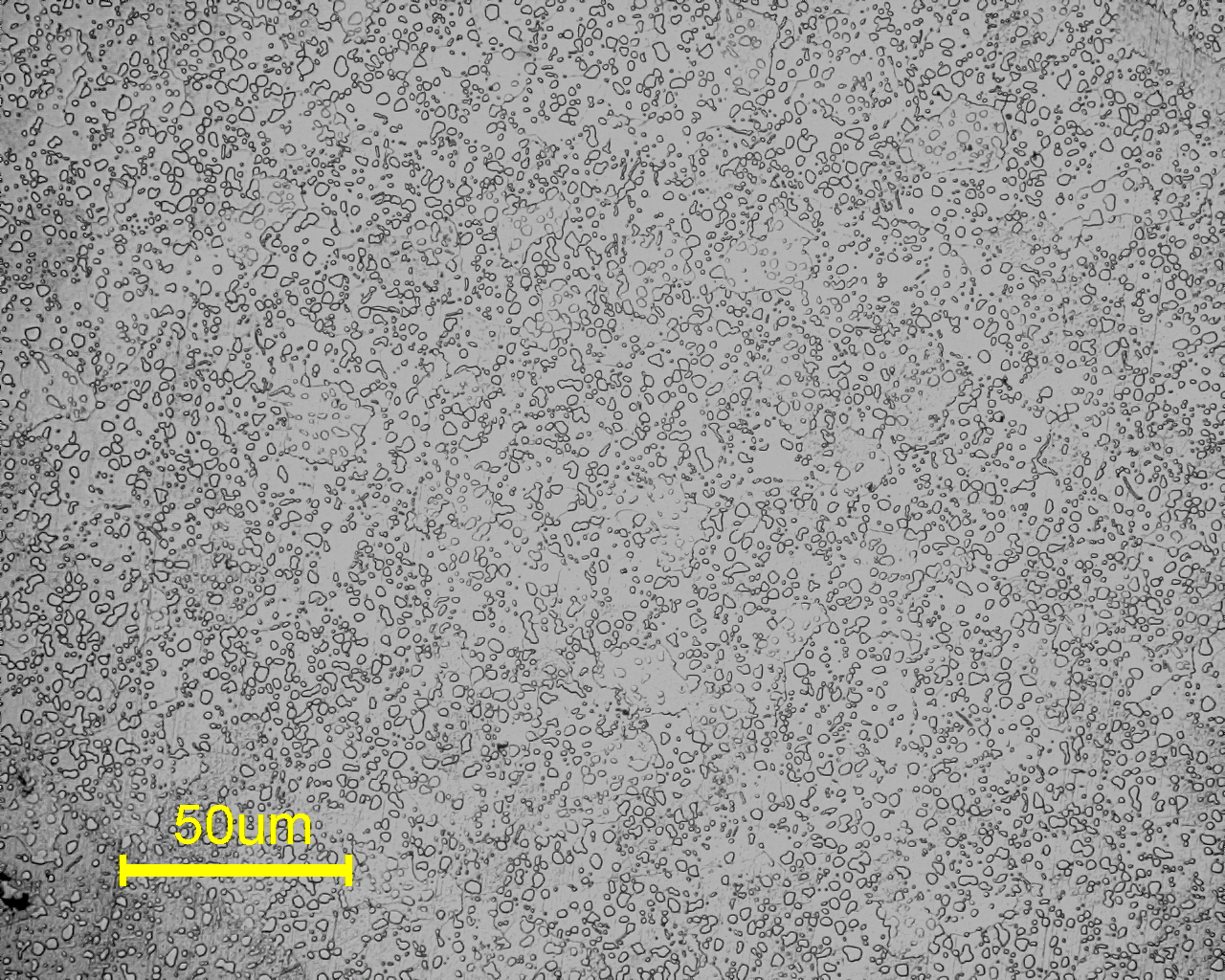 図1 熱処理前の試験片 図1 熱処理前の試験片(フェライト、炭化物) |
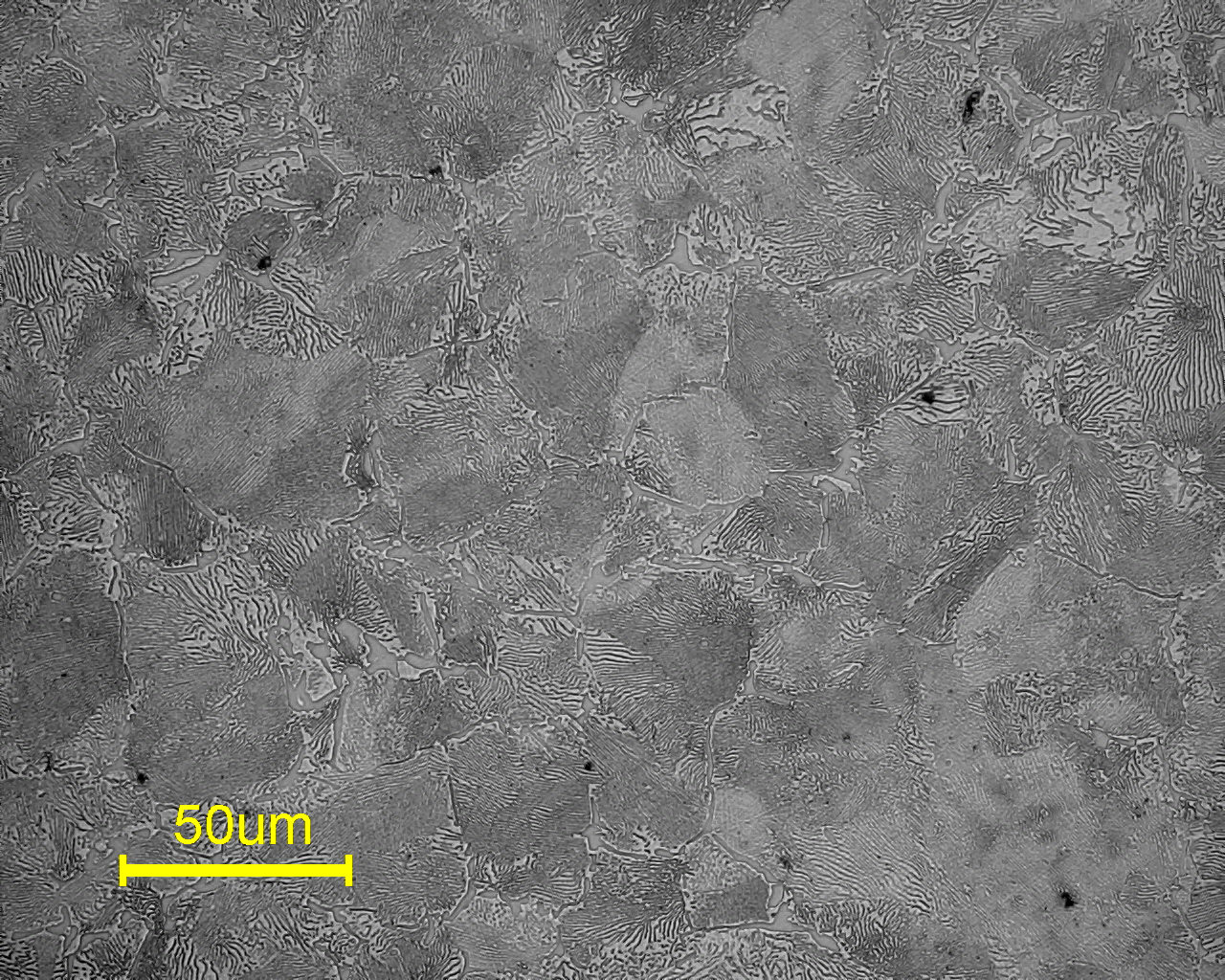 図2 焼鈍し:950℃に2時間保持後、 炉冷 |
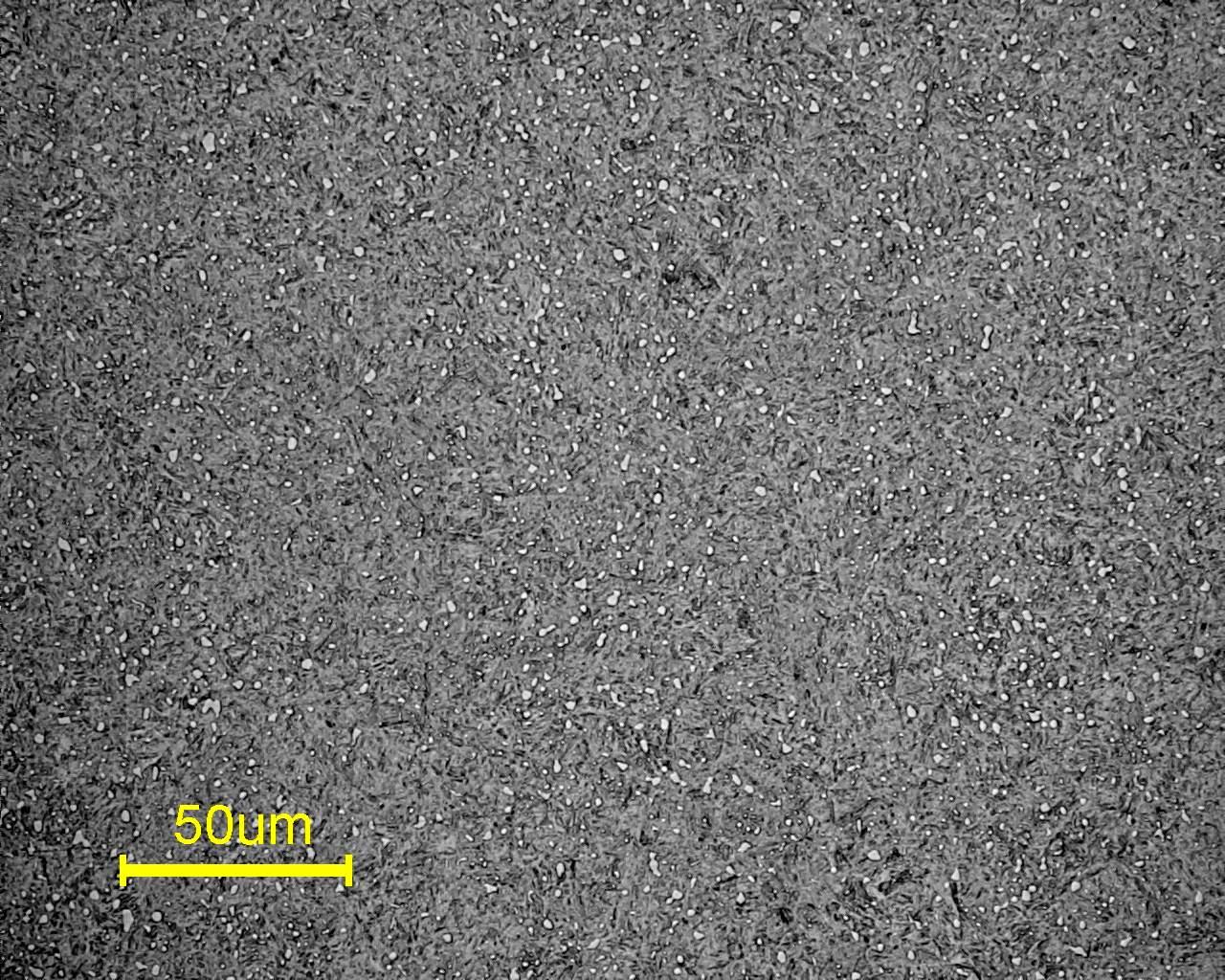 図3 焼入れ:790℃に15分保持後、水冷 焼戻し:180℃に1時間保持後、空冷 |
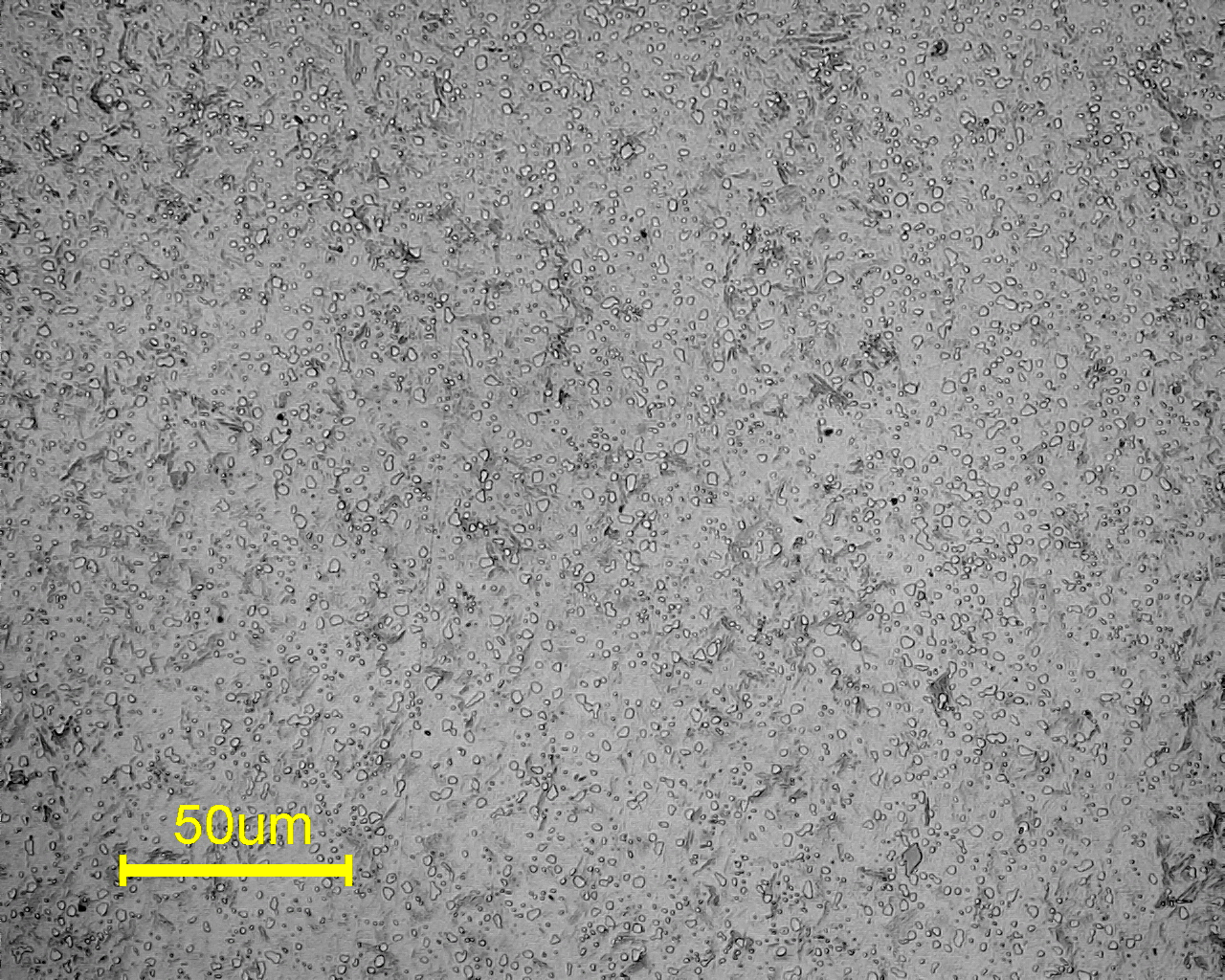 図4 焼入れ:790℃に15分保持後、水冷 焼戻し:なし |
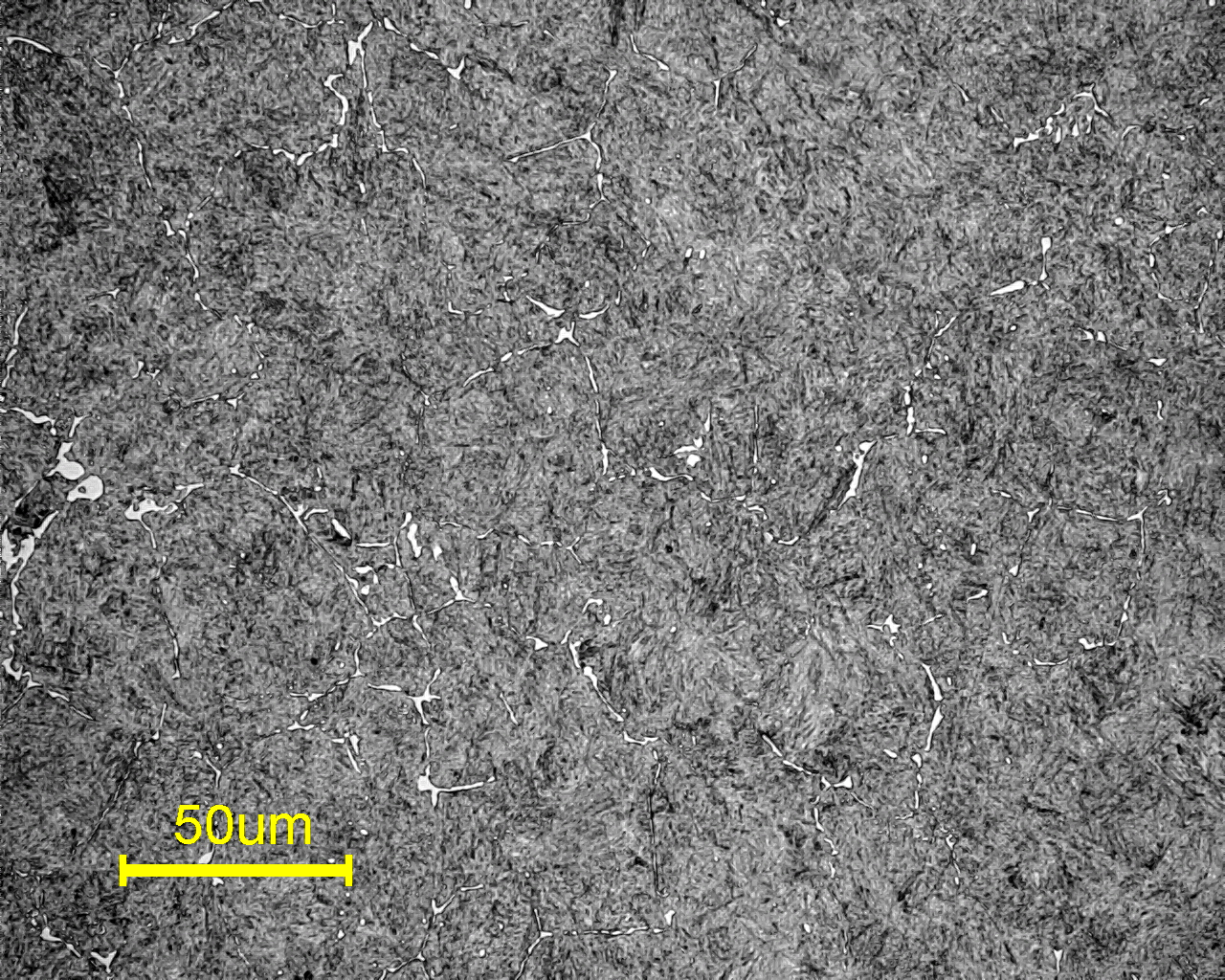 図5 図2の試料に図3の熱処理を行ったもの |
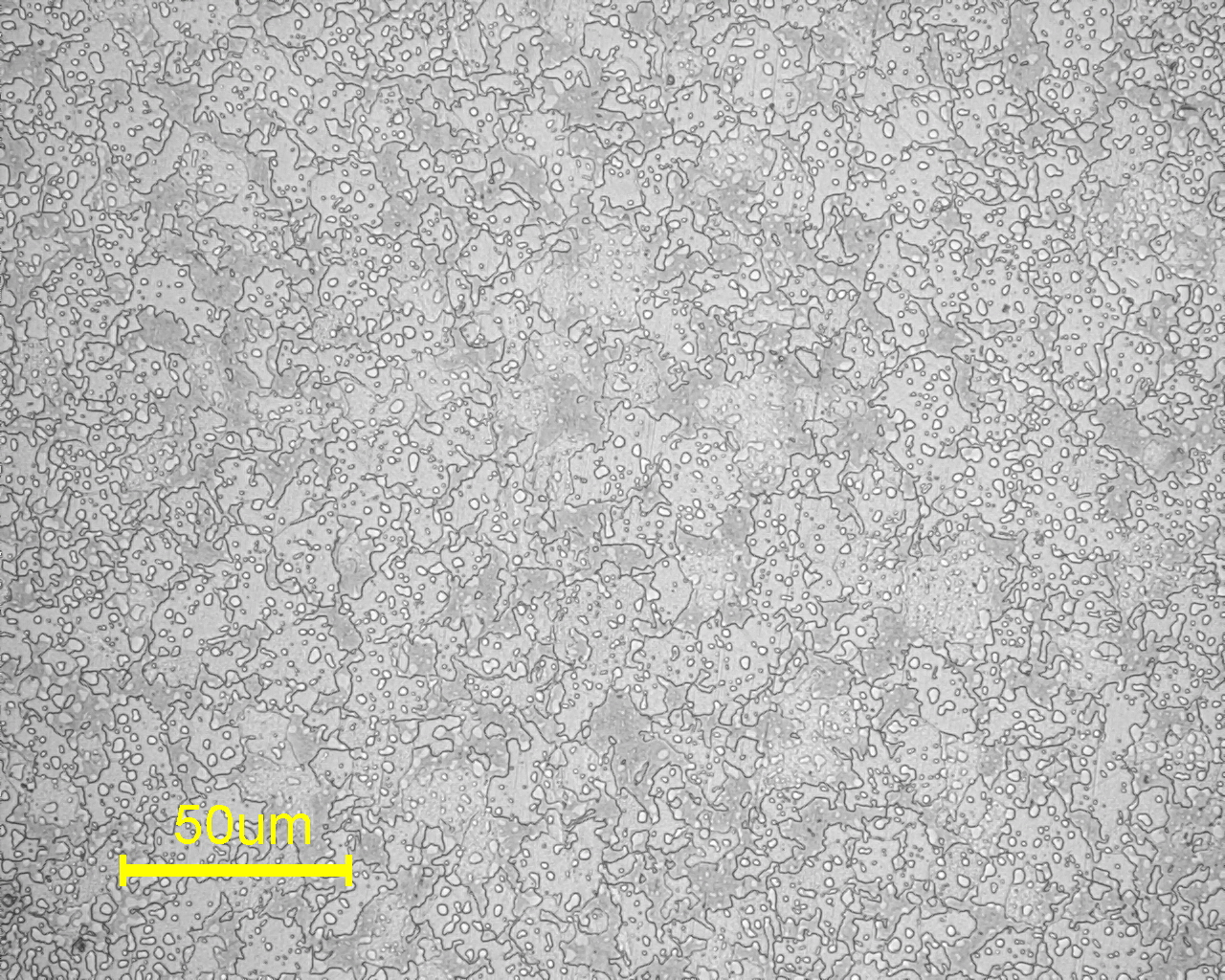 図6 焼入れ:750℃に10分保持後、水冷 焼戻し:180℃に1時間保持後、空冷 |
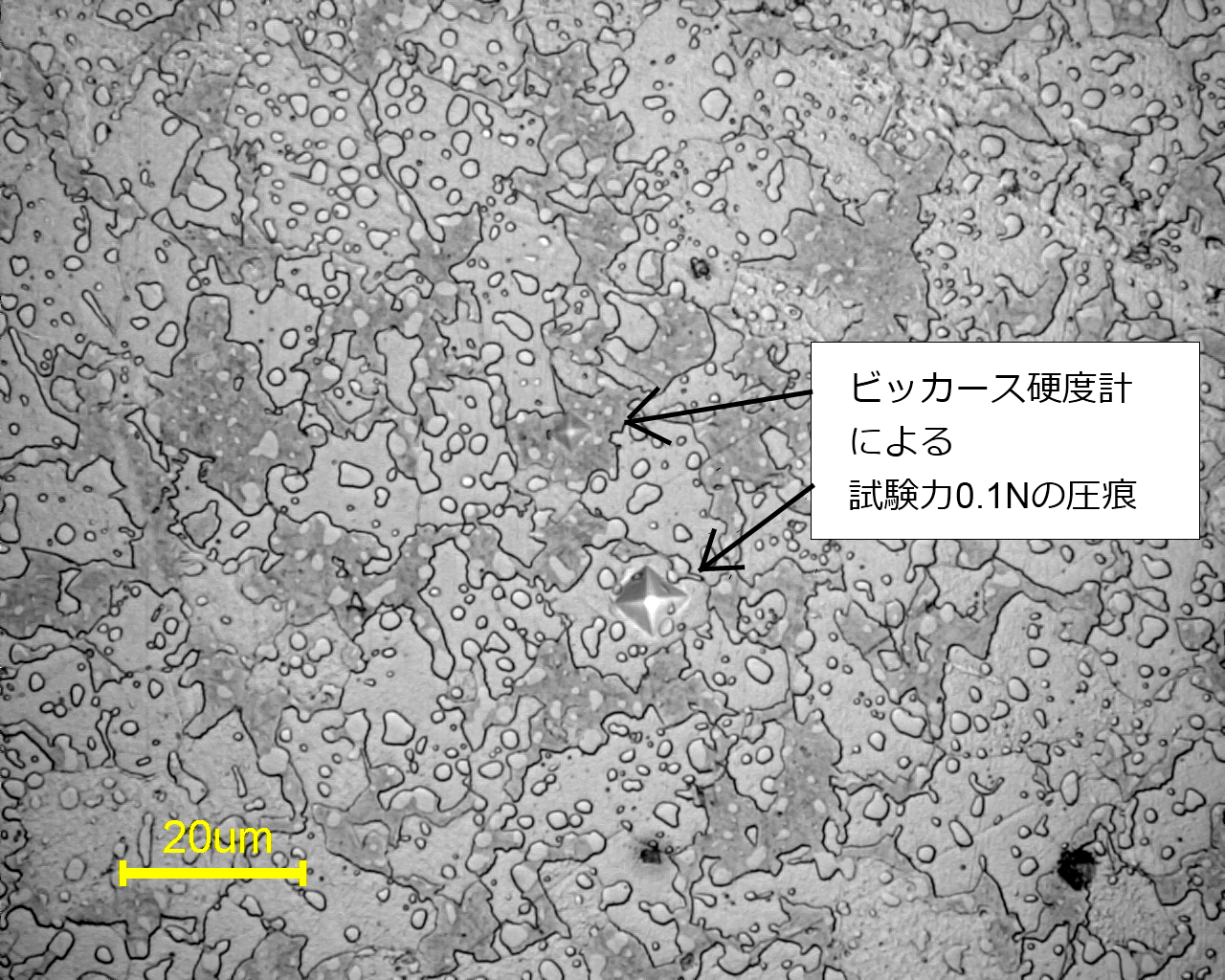 図7 図6の試料にビッカース硬度計で 圧痕をつけたもの |
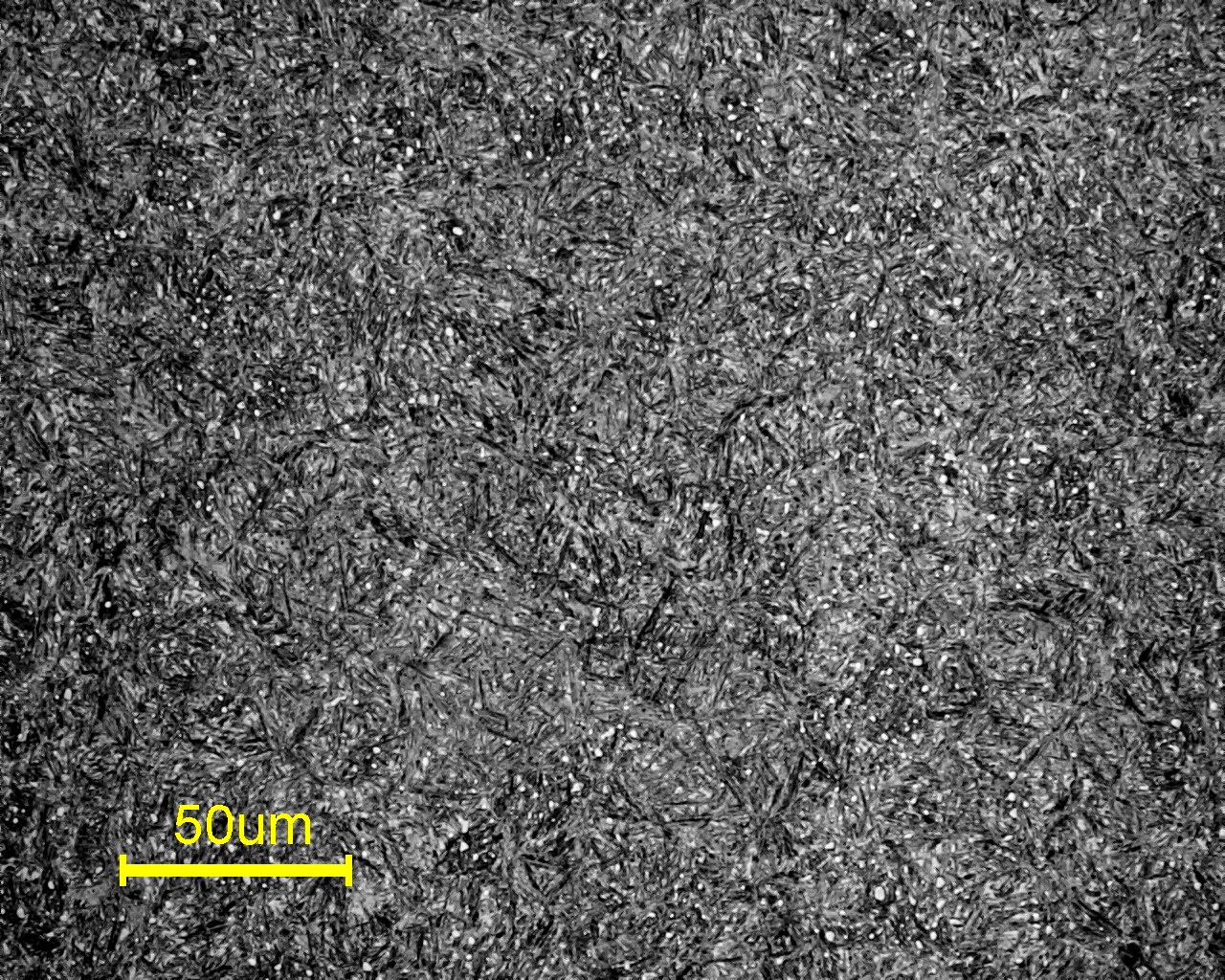 図8 焼入れ:890℃に15分保持後、水冷 焼戻し:180℃に1時間保持後、空冷 |
| 問い合わせ:新潟県工業技術総合研究所 県央技術支援センター TEL 0256-32-5271 |