新潟県工業技術総合研究所は、工業系の技術支援機関です。
| <Topページ > 機械・金属関係 技術トピックス > 【県央技術トピック】軸受鋼(SUJ2)の硬さと金属組織 |

県央技術支援センター
専門研究員 斎藤 雄治
専門研究員 斎藤 雄治
軸受鋼SUJ2は、炭素量を約1%、クロムを約1.5%含む鋼で、軸受の鋼球やローラなどに使用されています。ここでは、種々の温度で焼入れしたSUJ2について、種々の焼入温度で焼入れした試験片の硬さと金属組織を調べた結果を紹介します。なお、この試験は平成27年3月に実施したものです。
・試験片 :SUJ2(直径26mm、厚さ5mm)
・実験装置:ヤマト科学(株)製 電気マッフル炉 F0410
(株)アカシ製 ロックウェル硬度計 ATK-F3000
(株)ニコンインステック製 倒立型金属顕微鏡 TME3000U-NR型
・熱処理 :焼入れ…760~910℃の各温度に10分保持後に油冷
焼戻し…180℃に1時間保持後、空冷(低温焼戻し)
・硬さ試験:試験片表面のスケールを落とした後、ロックウェル硬度計で試験(HRC)
・金属組織:試験片断面を鏡面研磨後、硝酸-アルコール溶液(HNO3 3ml、エチルアルコール97ml)で腐食後、金属顕微鏡で試験片中央部の金属組織を観察
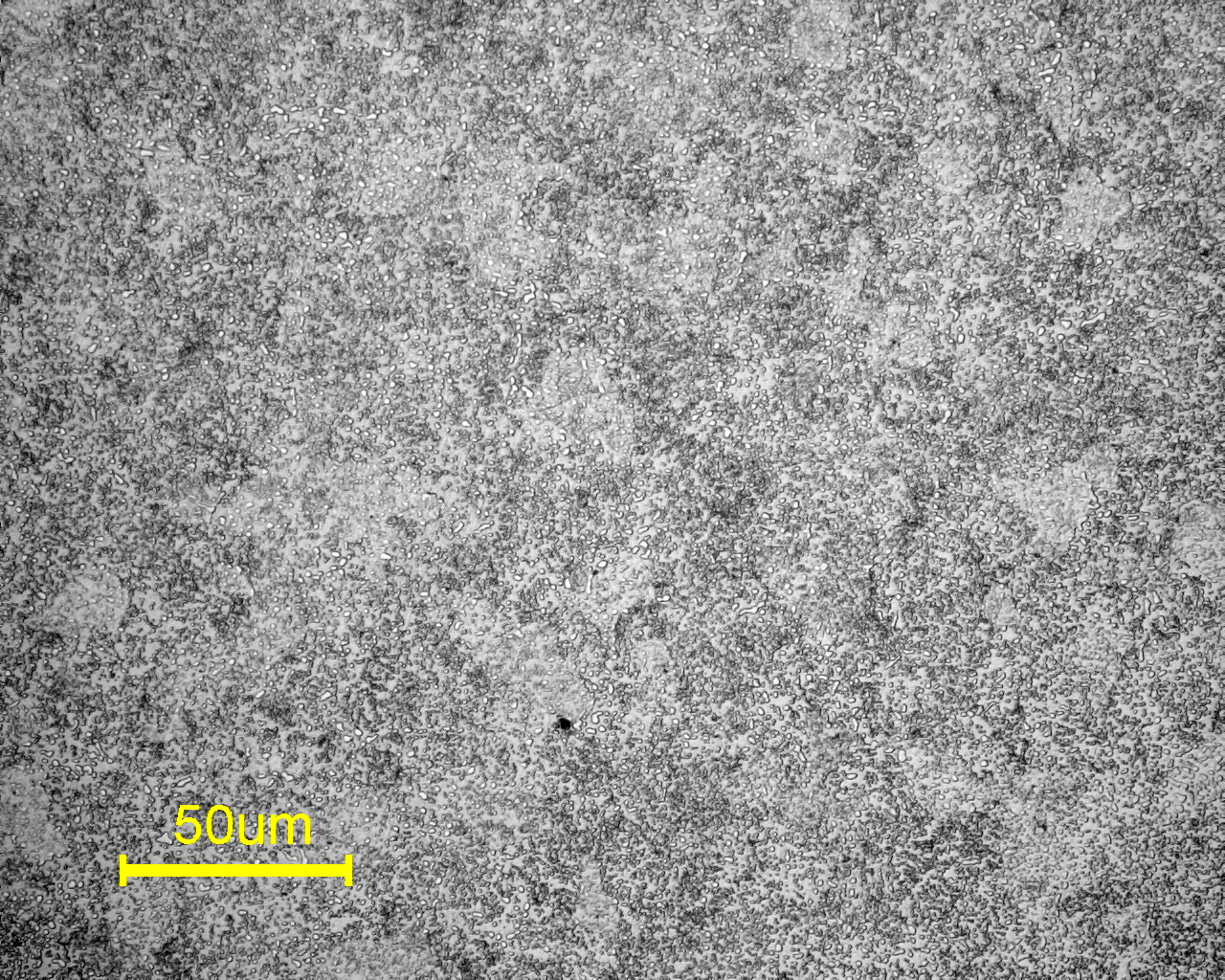
金属組織の観察結果を図1に示します。球状の炭化物が無数にみられます。基地組織はフェライトです。場所により基地組織の色に濃淡がみられるのは、フェライトの結晶方位の違いによるためと考えられます。
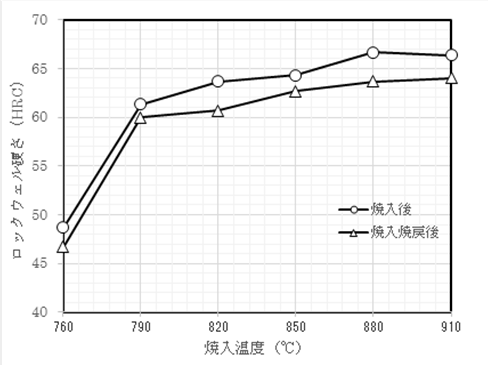
まず、種々の焼入温度で焼入れおよび焼入焼戻した試験片のロックウェル硬さの試験結果を図2に示します。焼入温度が790℃以上において、焼入焼戻後の硬さがHRC60以上となりました。また、焼入温度が790℃以上において、焼入温度が高くなるに伴って硬さがわずかに上昇する傾向がみられました。
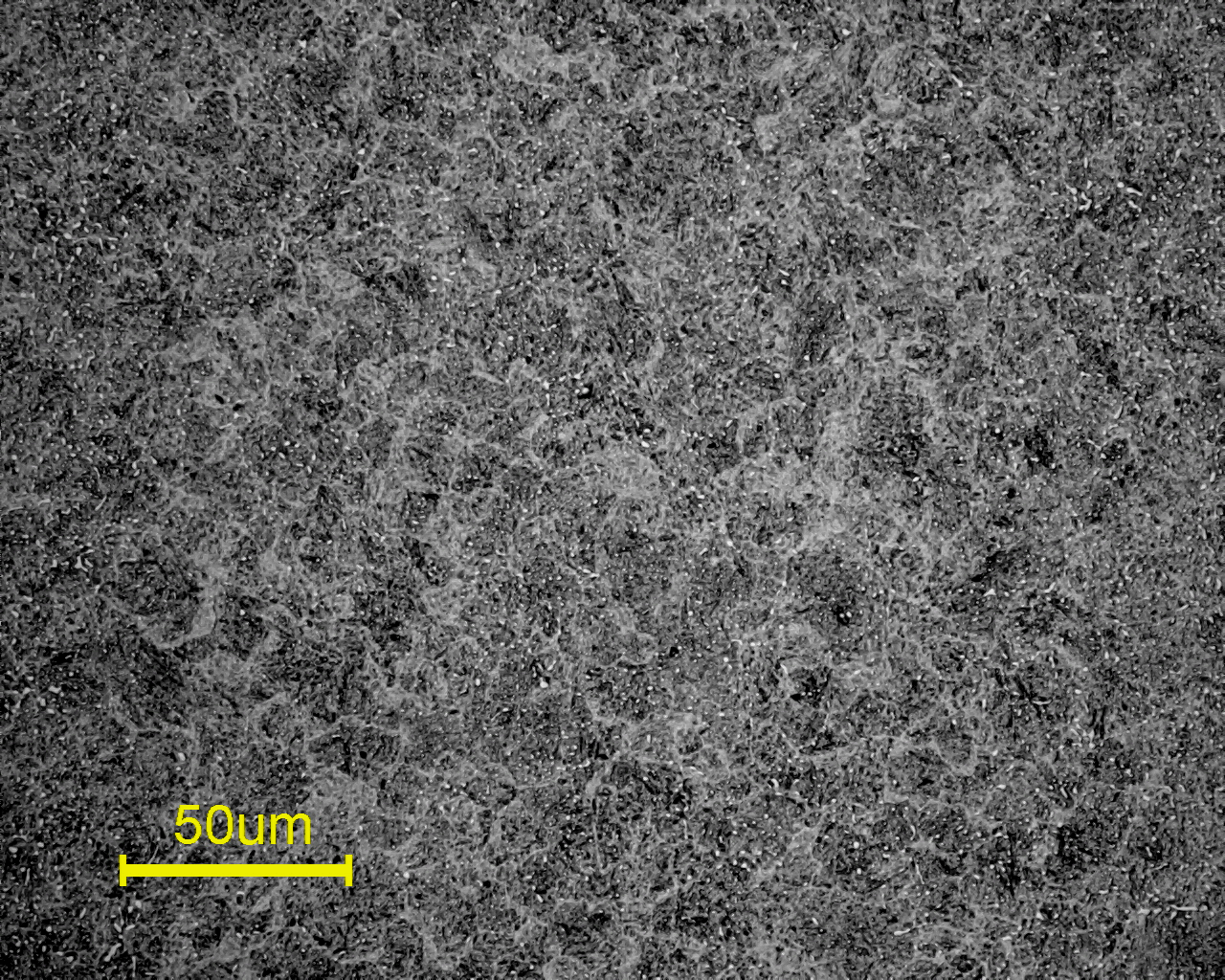
次に、種々の温度で焼入後に180℃で焼戻した試験片の金属組織の観察結果を図3~図8に示します。
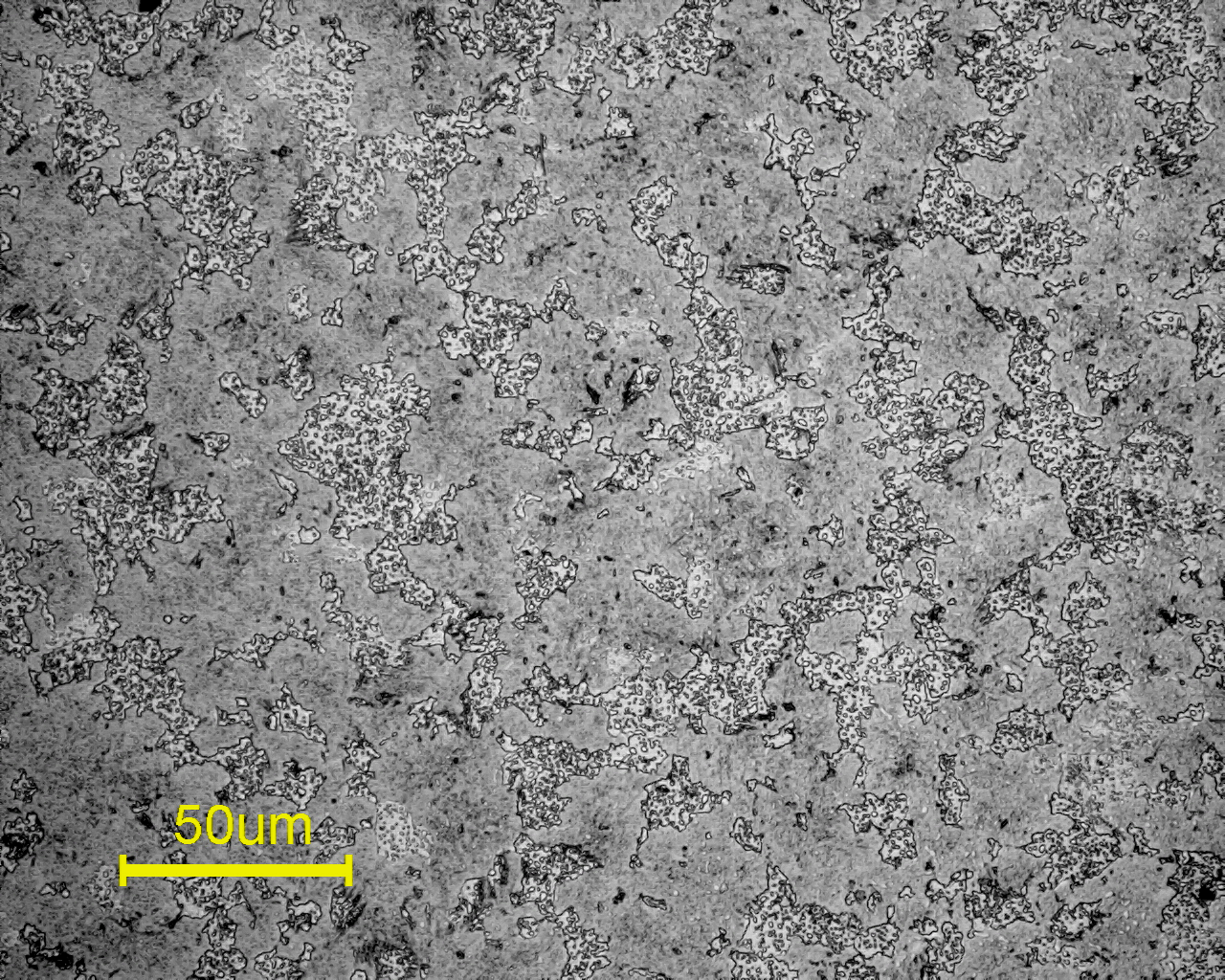
図3は、焼入温度760℃で焼入後に焼戻した試験片の金属組織です。図3には三種類の組織がみられます。図1でみられたフェライトと炭化物からなる組織、焼戻しマルテンサイト(灰色の部分)、およびベイナイト(黒色の部分)です。図3にはフェライトがみられることから、理想的な焼入温度に比べて焼入温度が低かったと考えられます。ここで、フェライトはマルテンサイトに比べて硬さがかなり低いため、焼入温度760℃のときは図2に示したように、硬さが低くなることがわかります。また、図3にはわずかにベイナイトがみられますが、この鋼種は焼入性がさほど良くない(1)ため、冷却速度が小さくなるとベイナイトが出やすくなります(2)。
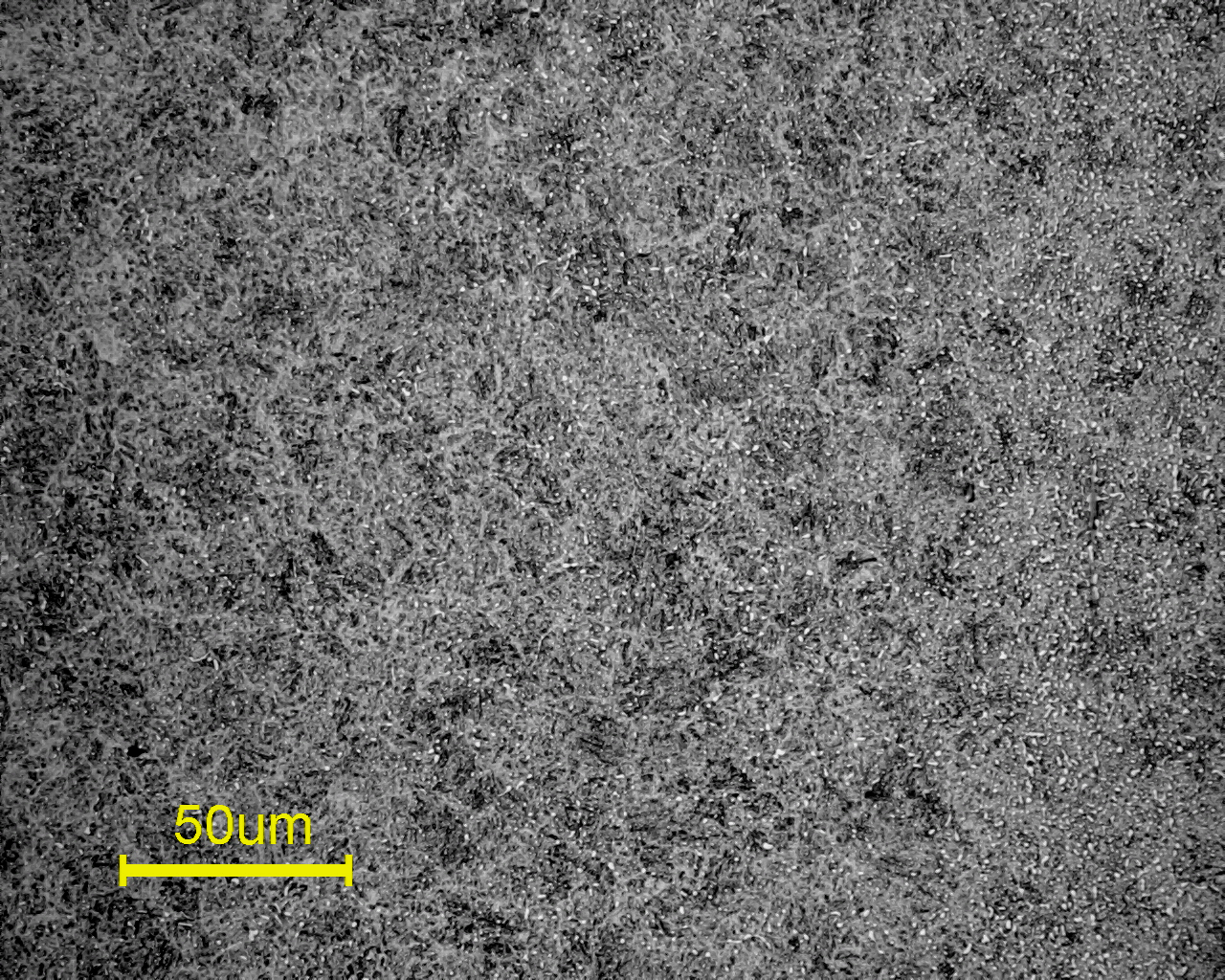
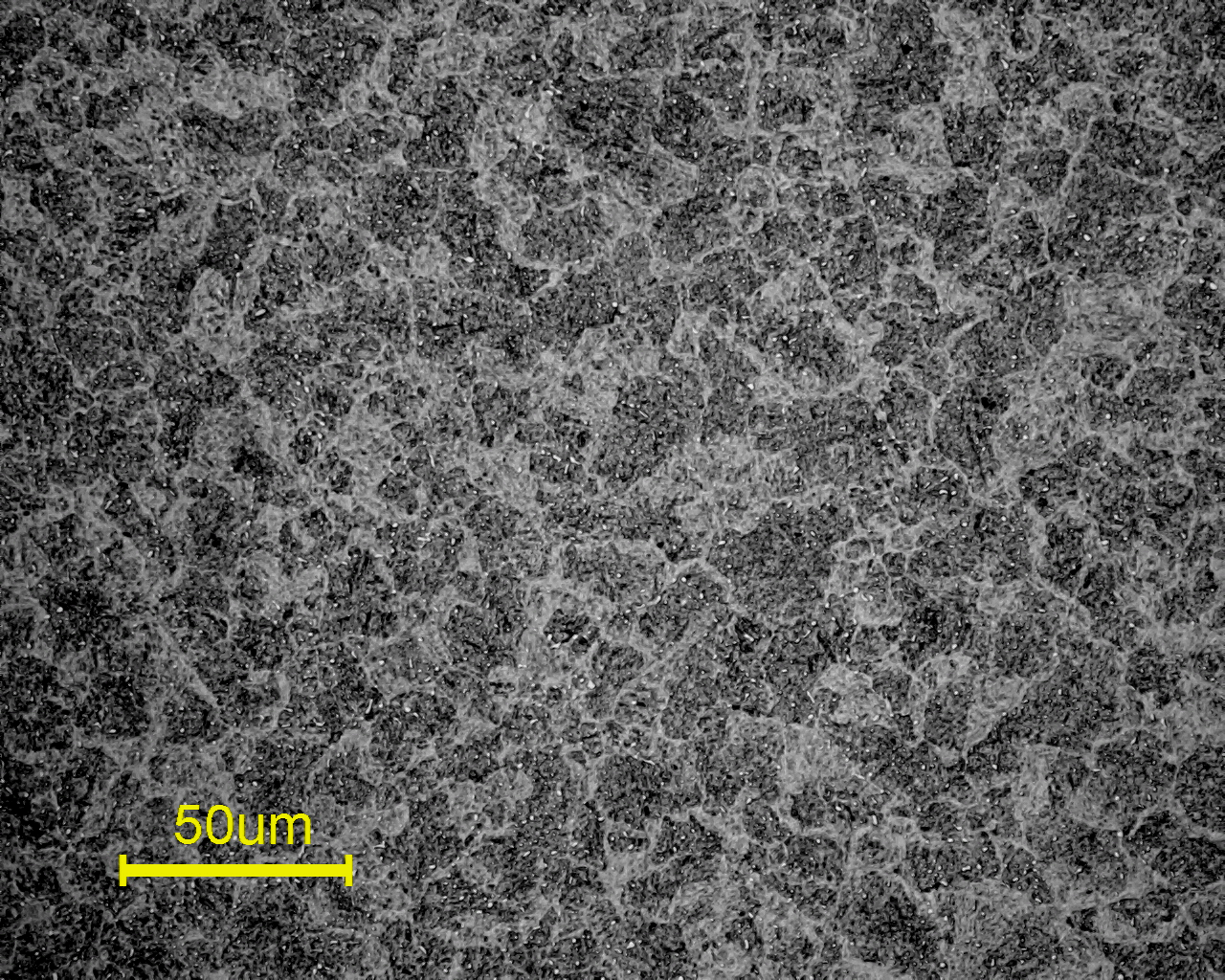
図4は、焼入温度790℃で焼入後に焼戻した試験片の金属組織です。焼戻しマルテンサイトとベイナイトの組織と炭化物がみられます。
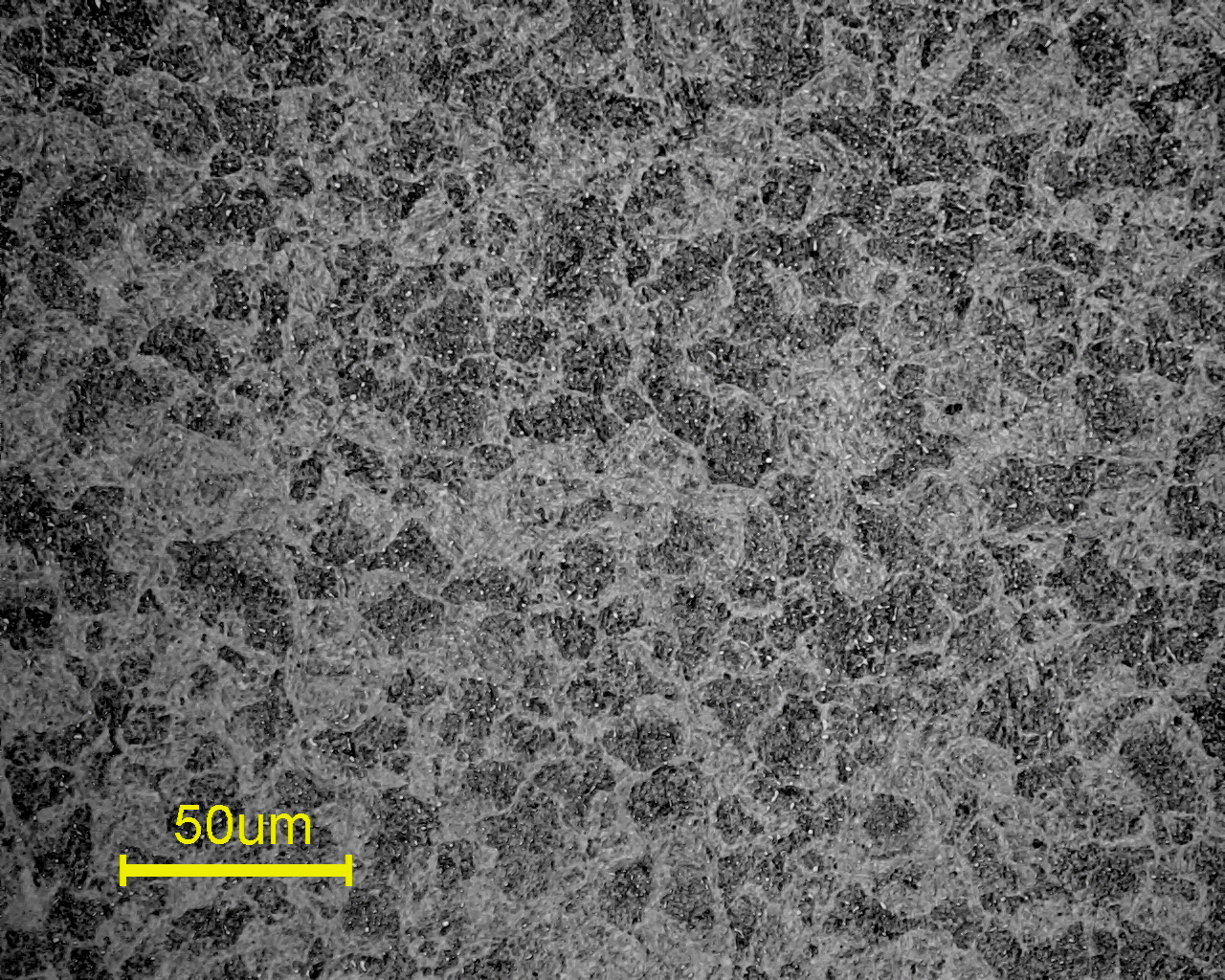
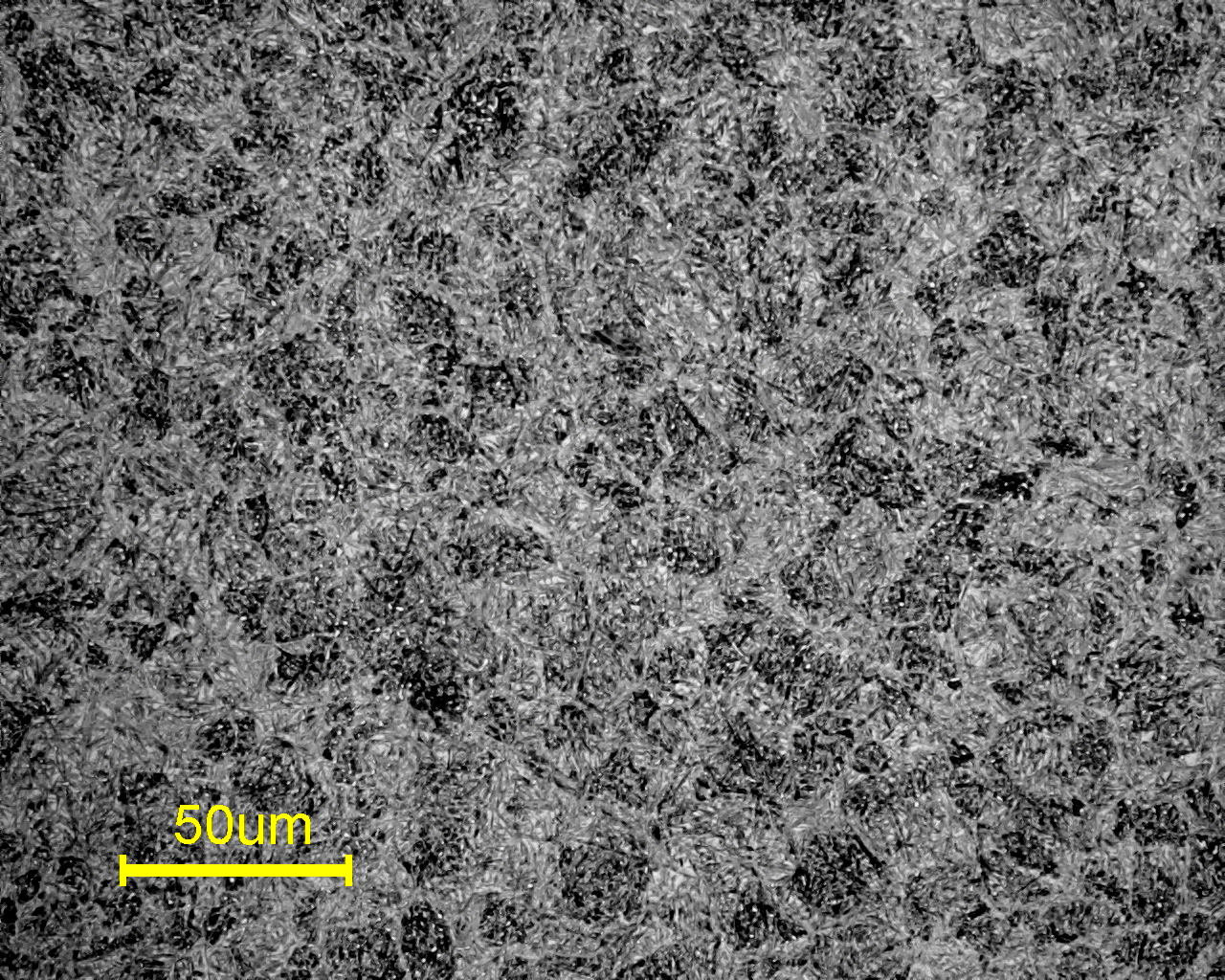
図5~図8は、焼入温度820℃~910℃の各温度で焼入後に焼戻した試験片の金属組織です。焼戻しマルテンサイトより白っぽい色の組織がみられることが図5~図8から分かります。この組織は文献(3)で解説しているように、残留オーステナイトと考えられます。図5~図8より、焼入温度が高くなるほど白っぽい色の組織が増えていることから、焼入温度が高くなるにしたがい、残留オーステナイトが増えると考えられます。
文 献
(1) 山方三郎、よくわかる最新熱処理技術の基本と仕組み、2014年、164ページ、秀和システム
(2) 特殊鋼ガイド編集委員会編、特殊鋼ガイド、98~99ページ、1994年、(社)特殊鋼倶楽部
(3) 石田制一編、標準顕微鏡組織 第3類(構造用合金鋼・特殊用途鋼編)、48~49ページ、1985年、山本科学工具研究社
・試験片 :SUJ2(直径26mm、厚さ5mm)
・実験装置:ヤマト科学(株)製 電気マッフル炉 F0410
(株)アカシ製 ロックウェル硬度計 ATK-F3000
(株)ニコンインステック製 倒立型金属顕微鏡 TME3000U-NR型
・熱処理 :焼入れ…760~910℃の各温度に10分保持後に油冷
焼戻し…180℃に1時間保持後、空冷(低温焼戻し)
・硬さ試験:試験片表面のスケールを落とした後、ロックウェル硬度計で試験(HRC)
・金属組織:試験片断面を鏡面研磨後、硝酸-アルコール溶液(HNO3 3ml、エチルアルコール97ml)で腐食後、金属顕微鏡で試験片中央部の金属組織を観察
金属組織の観察結果を図1に示します。球状の炭化物が無数にみられます。基地組織はフェライトです。場所により基地組織の色に濃淡がみられるのは、フェライトの結晶方位の違いによるためと考えられます。
まず、種々の焼入温度で焼入れおよび焼入焼戻した試験片のロックウェル硬さの試験結果を図2に示します。焼入温度が790℃以上において、焼入焼戻後の硬さがHRC60以上となりました。また、焼入温度が790℃以上において、焼入温度が高くなるに伴って硬さがわずかに上昇する傾向がみられました。
次に、種々の温度で焼入後に180℃で焼戻した試験片の金属組織の観察結果を図3~図8に示します。
図3は、焼入温度760℃で焼入後に焼戻した試験片の金属組織です。図3には三種類の組織がみられます。図1でみられたフェライトと炭化物からなる組織、焼戻しマルテンサイト(灰色の部分)、およびベイナイト(黒色の部分)です。図3にはフェライトがみられることから、理想的な焼入温度に比べて焼入温度が低かったと考えられます。ここで、フェライトはマルテンサイトに比べて硬さがかなり低いため、焼入温度760℃のときは図2に示したように、硬さが低くなることがわかります。また、図3にはわずかにベイナイトがみられますが、この鋼種は焼入性がさほど良くない(1)ため、冷却速度が小さくなるとベイナイトが出やすくなります(2)。
図4は、焼入温度790℃で焼入後に焼戻した試験片の金属組織です。焼戻しマルテンサイトとベイナイトの組織と炭化物がみられます。
図5~図8は、焼入温度820℃~910℃の各温度で焼入後に焼戻した試験片の金属組織です。焼戻しマルテンサイトより白っぽい色の組織がみられることが図5~図8から分かります。この組織は文献(3)で解説しているように、残留オーステナイトと考えられます。図5~図8より、焼入温度が高くなるほど白っぽい色の組織が増えていることから、焼入温度が高くなるにしたがい、残留オーステナイトが増えると考えられます。
文 献
(1) 山方三郎、よくわかる最新熱処理技術の基本と仕組み、2014年、164ページ、秀和システム
(2) 特殊鋼ガイド編集委員会編、特殊鋼ガイド、98~99ページ、1994年、(社)特殊鋼倶楽部
(3) 石田制一編、標準顕微鏡組織 第3類(構造用合金鋼・特殊用途鋼編)、48~49ページ、1985年、山本科学工具研究社
| 問い合わせ:新潟県工業技術総合研究所 県央技術支援センター TEL 0256-32-5271 |