新潟県工業技術総合研究所は、工業系の技術支援機関です。
| Topページ > 機械・金属関係 技術トピックス > 刃物鋼(炭素工具鋼SK85)の硬さと金属組織 |
・試験片 :炭素工具鋼SK85、サイズ 20×20× mm
・実験装置:(株)東洋製作所製 電気マッフル炉 KM-420
ヤマト科学(株)恒温器 NDF84
(株)明石製作所 マイクロビッカース硬度計 MVK-G1
(株)ニコンインステック製 倒立型金属顕微鏡 TME3000U-NR型
・熱処理 :①種々の焼入温度に対する硬さと金属組織
焼入れ:750~900℃の各温度に10分保持後に水冷
焼戻し…180℃に1時間保持後、空冷
②種々の焼戻温度に対する硬さと金属組織
焼入れ:780℃の各温度に10分保持後に水冷
焼戻し…なし、100~400℃に1時間保持後に空冷
・硬さ試験:試験片断面を鏡面研磨後、マイクロビッカース硬度計でビッカース硬さ(HV0.5)を試験
・金属組織:試験片断面を鏡面研磨後、硝酸-アルコール溶液(HNO3 3ml、エチルアルコール97ml)で腐食後、金属顕微鏡で金属組織を観察
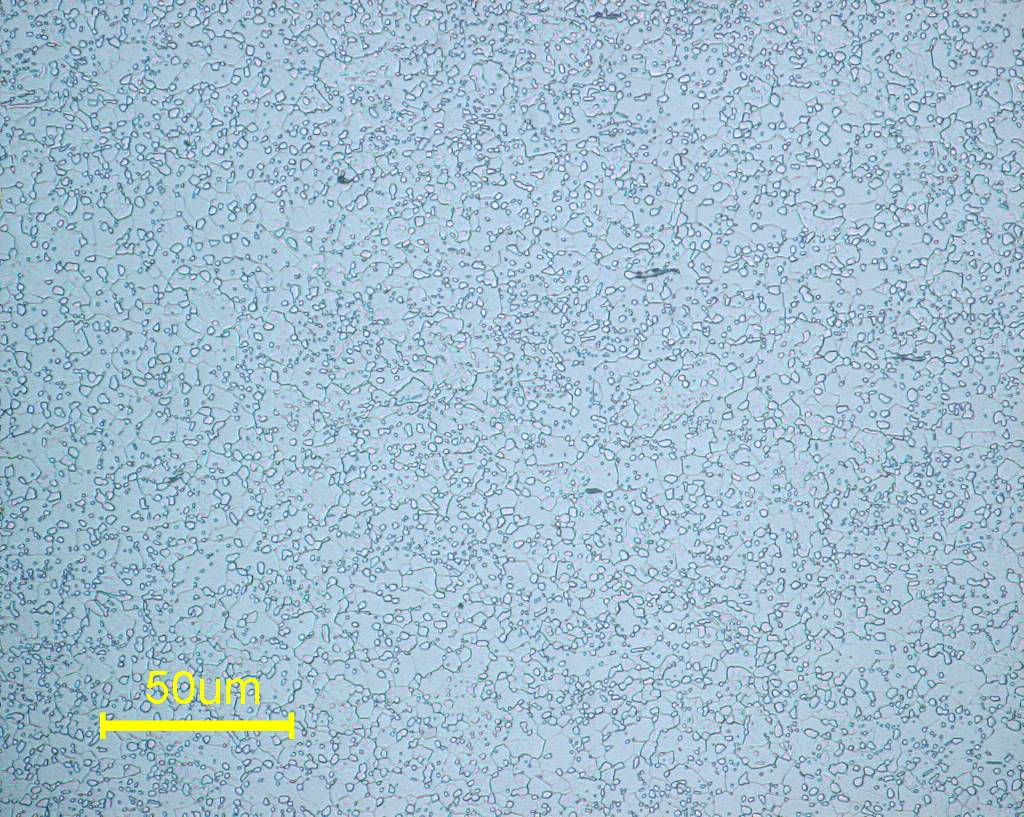
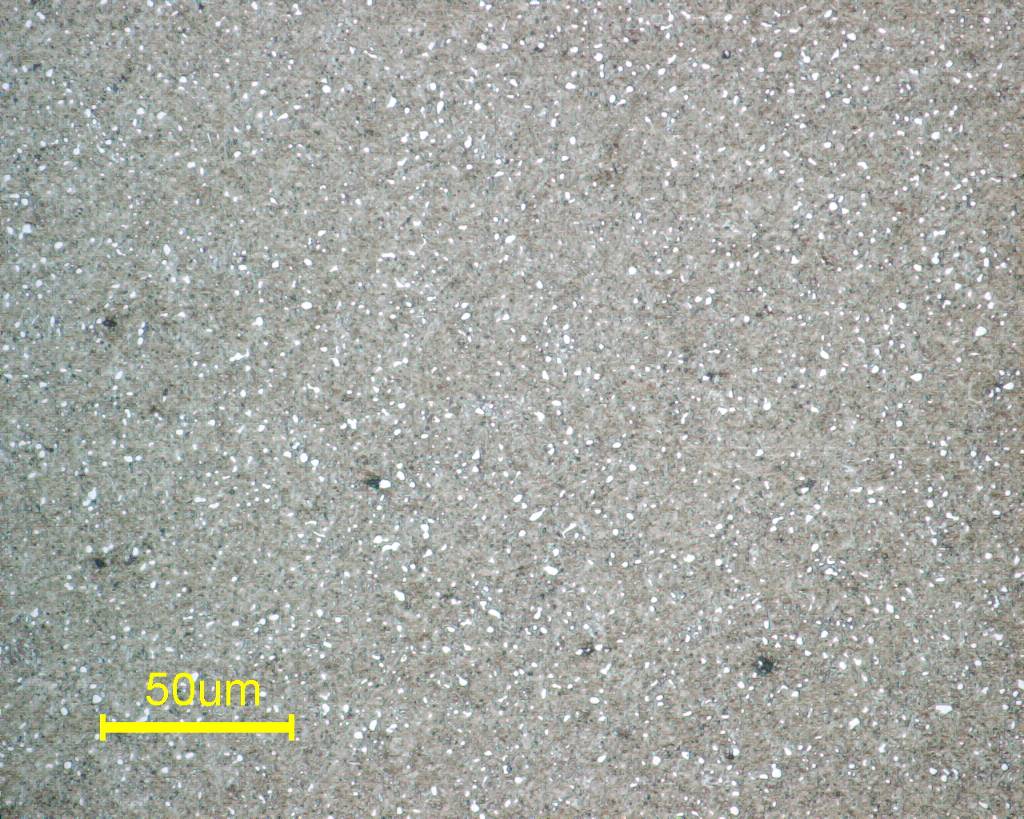
金属組織の観察結果を図1に示します。大きさが数μmの炭化物が見られます。基地組織はフェライトで、結晶粒界が見られます。硬さはHV165程度です。
 |
(2)種々の焼入温度に対する硬さと金属組織
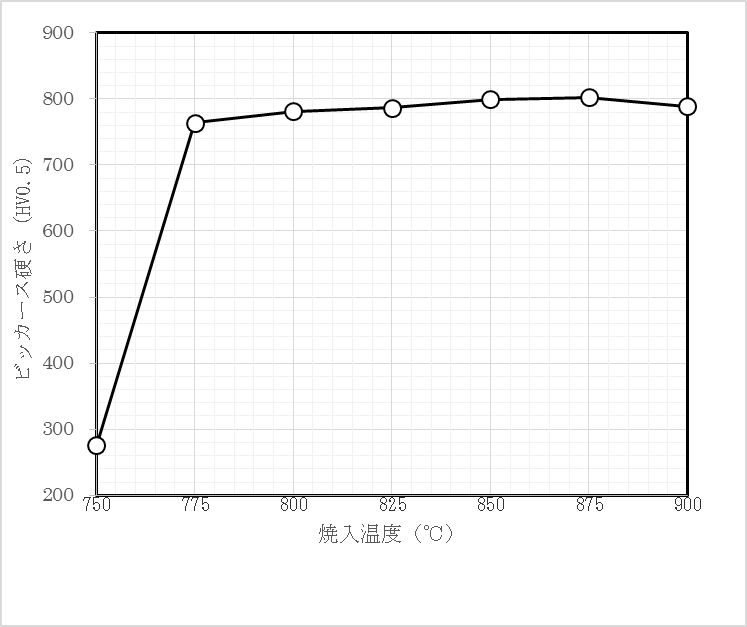
まず、種々の温度で焼入後に180℃で焼戻した試験片のビッカース硬さの試験結果を図2に示します。硬さは、焼入温度が750℃では300HV0.5以下とかなり低く、焼入温度が775℃以上で760 HV0.5以上の高い値になっていることが分かります。また、焼入温度が850℃と875℃で最も高くなり、焼入温度が900℃でやや低下することが分かります。
 |
次に、種々の温度で焼入後に180℃で焼戻した試験片の金属組織の観察結果を図3~図9に示します。
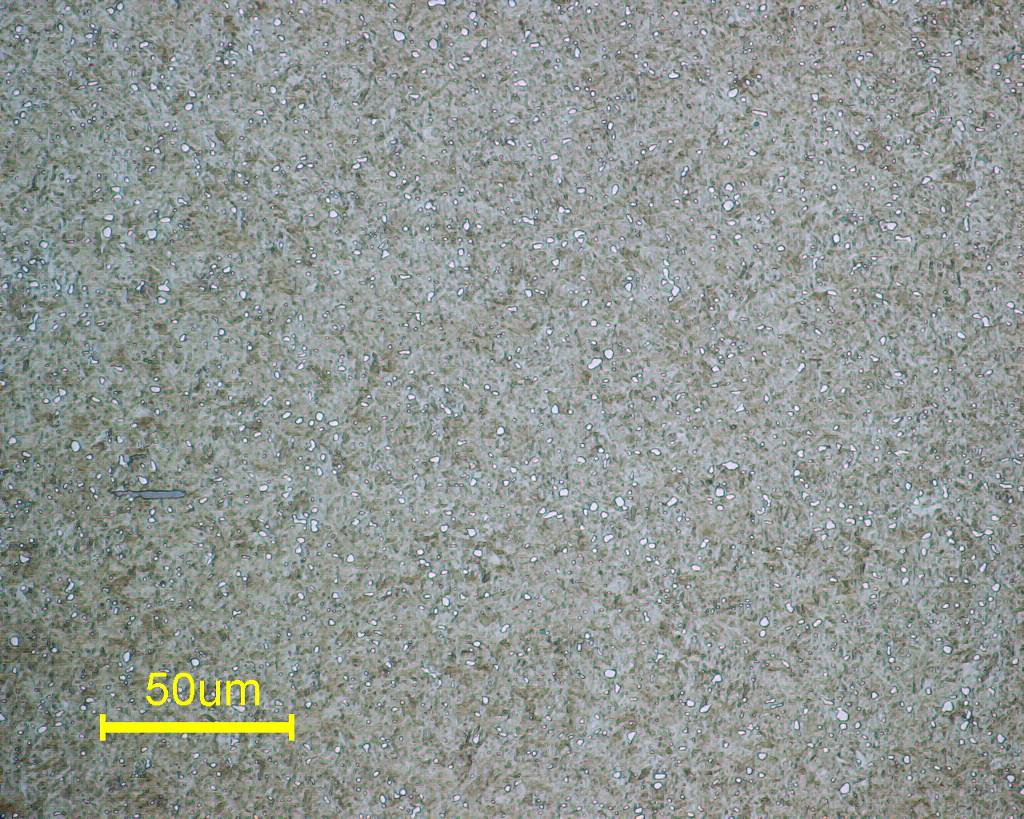
図3は適正温度より低い温度750℃で焼入後に180℃で焼戻した試験片の金属組織です。図2で見られたフェライト基地と炭化物からなる組織と、焼戻しマルテンサイト(灰色の部分)が見られます。
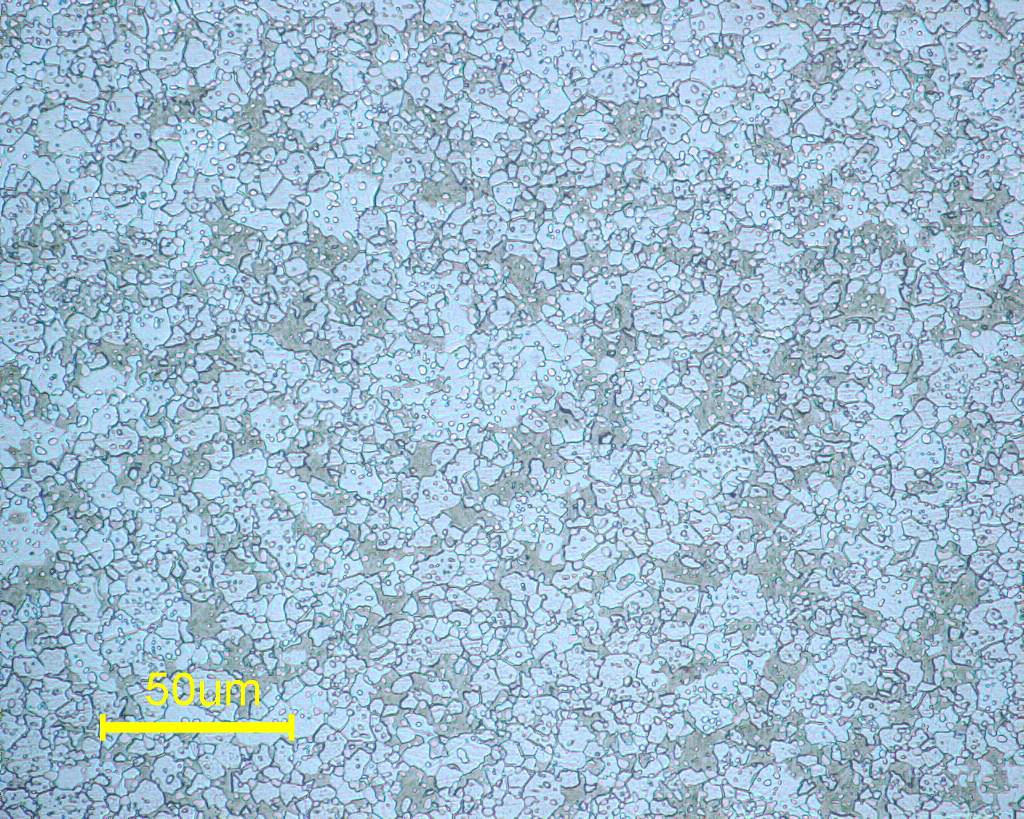 |
図4は図3の試料にビッカース硬さ試験機で圧痕を付けたものです。フェライト組織は焼戻マルテンサイトに比べてかなり軟らかいため、白色の組織がフェライト、灰色の組織が焼戻マルテンサイトであることが確認できます。このように、焼入温度が適正温度に比べて低い場合、焼入組織にフェライトが見られ、硬さは図1に示したように低くなります。
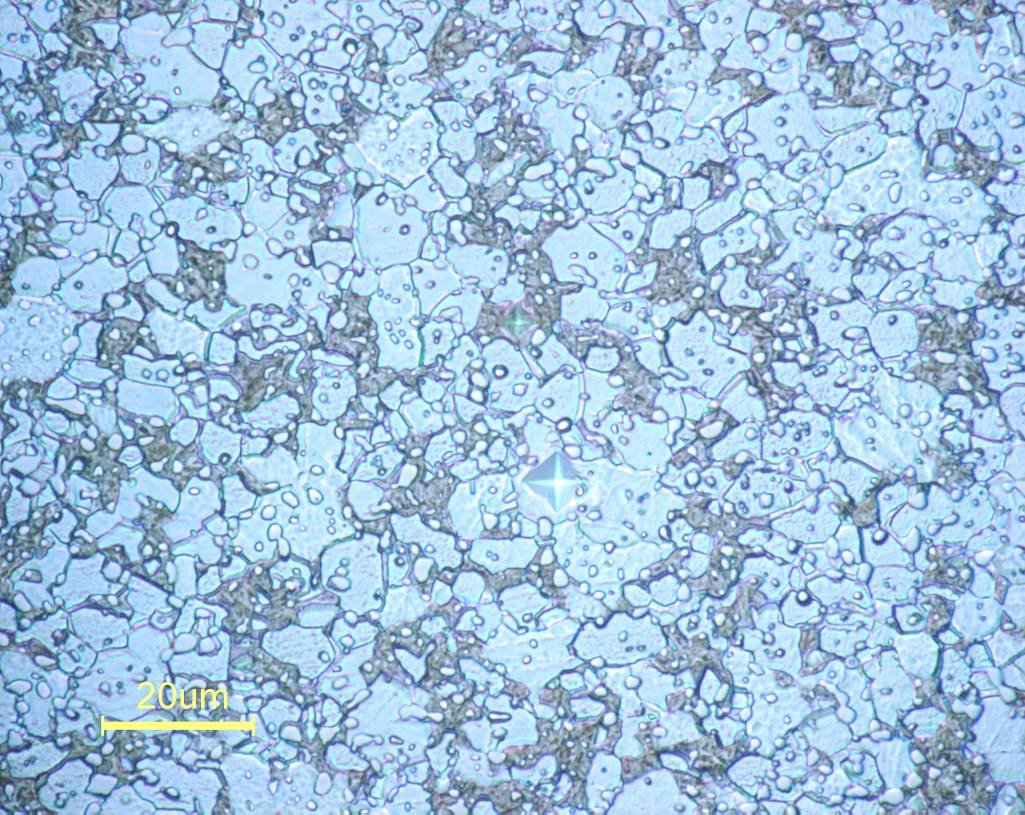 |
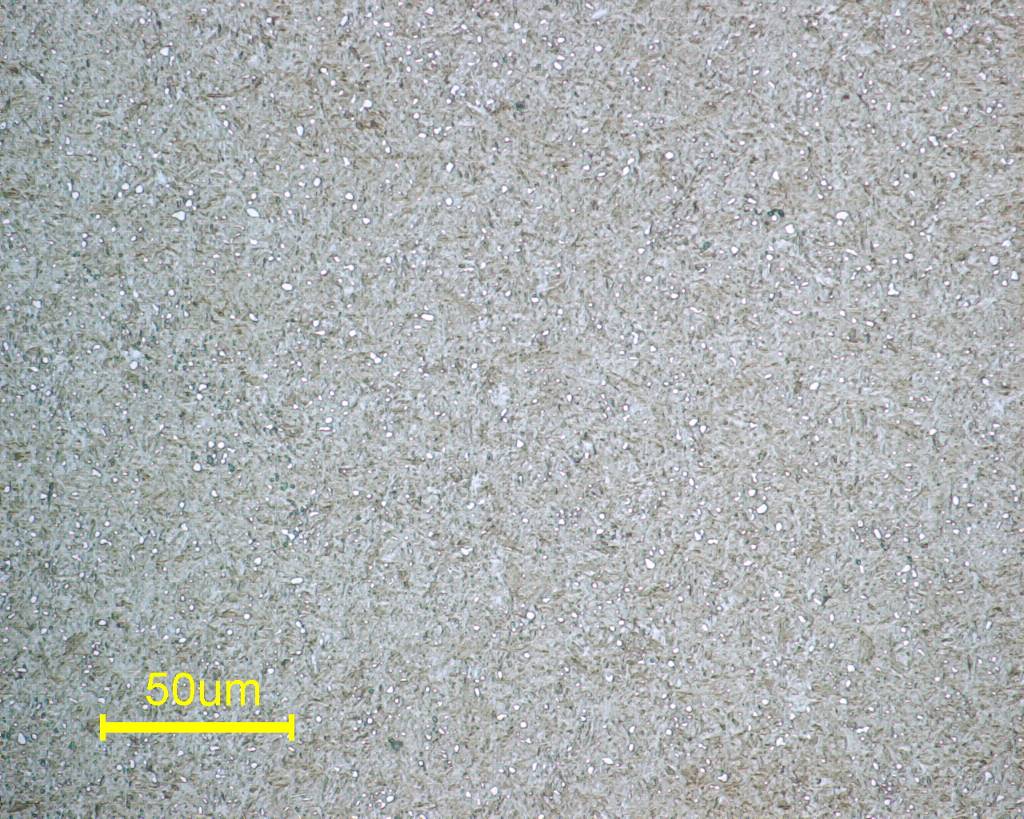
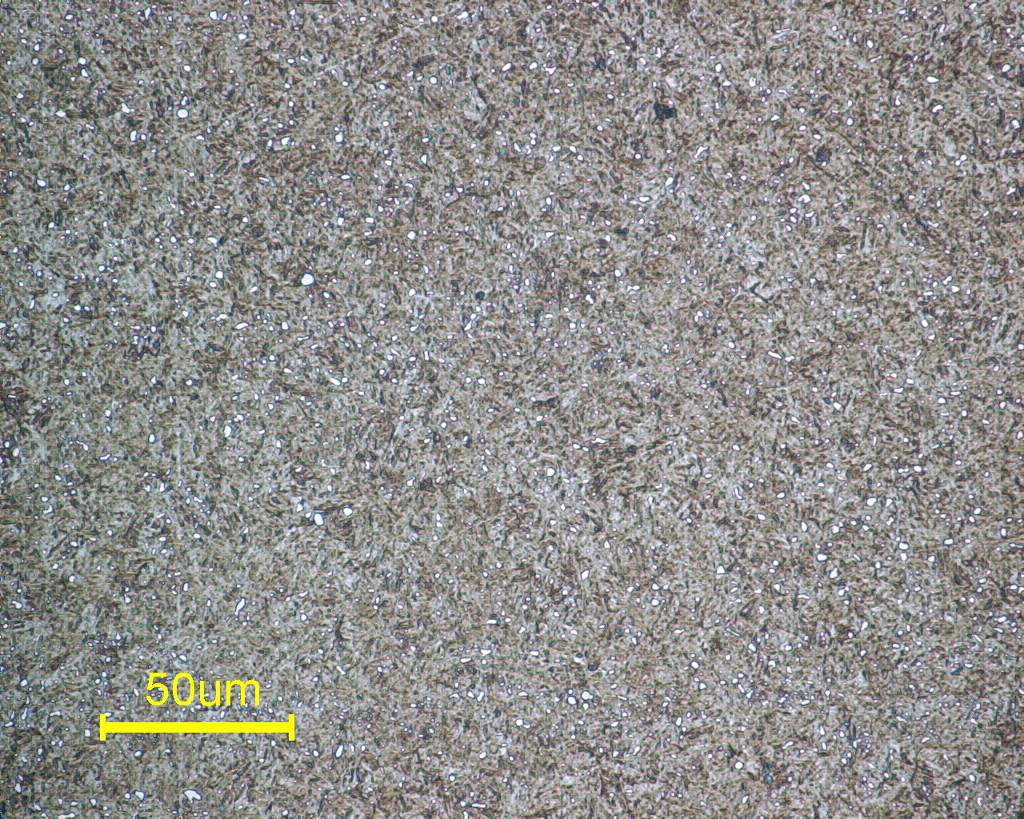
図5、図6はSK85の適正温度(760~820℃)で焼入後に180℃で焼戻した試験片の金属組織です。焼戻しマルテンサイトと炭化物が見られます。この材料は炭素量が共析(0.77%)より多い過共析であるため、適正温度で焼入れすると炭化物が見られます。
 |
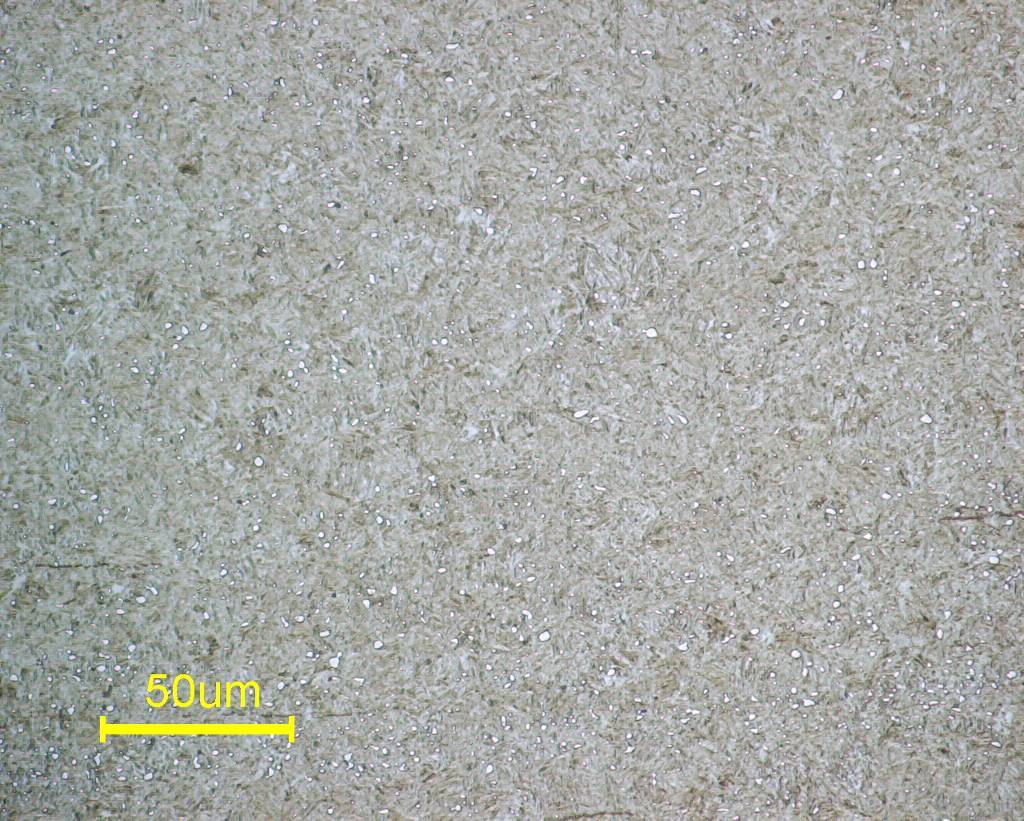 |
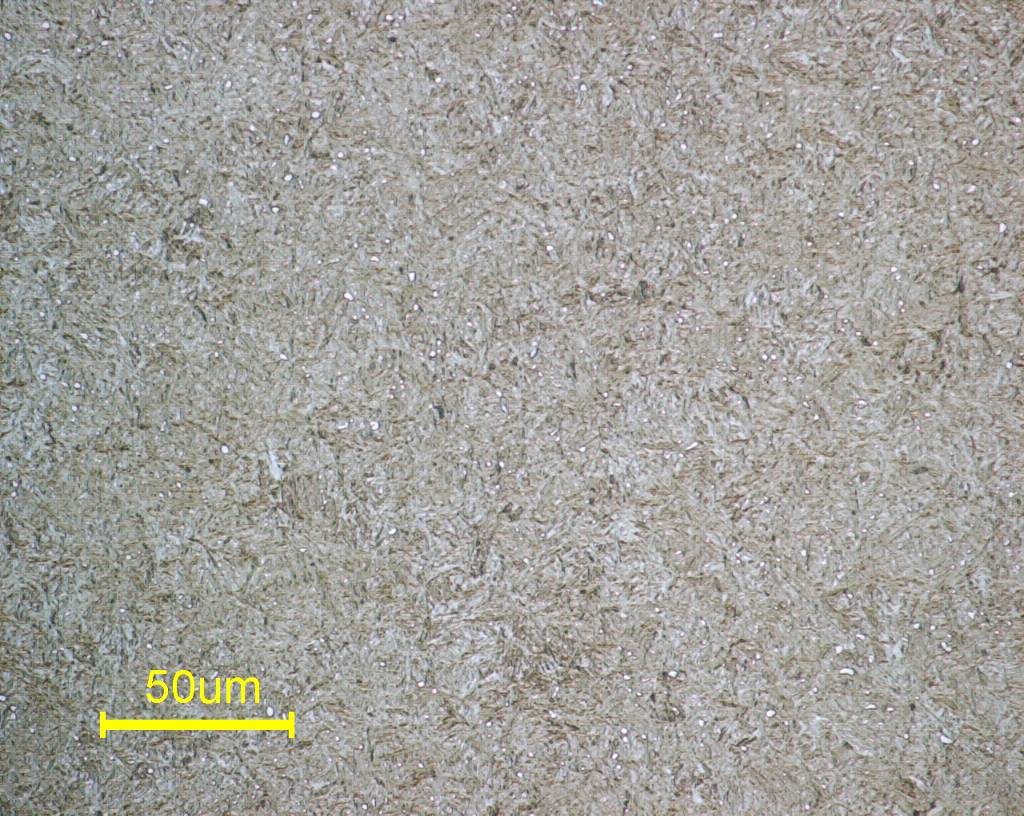
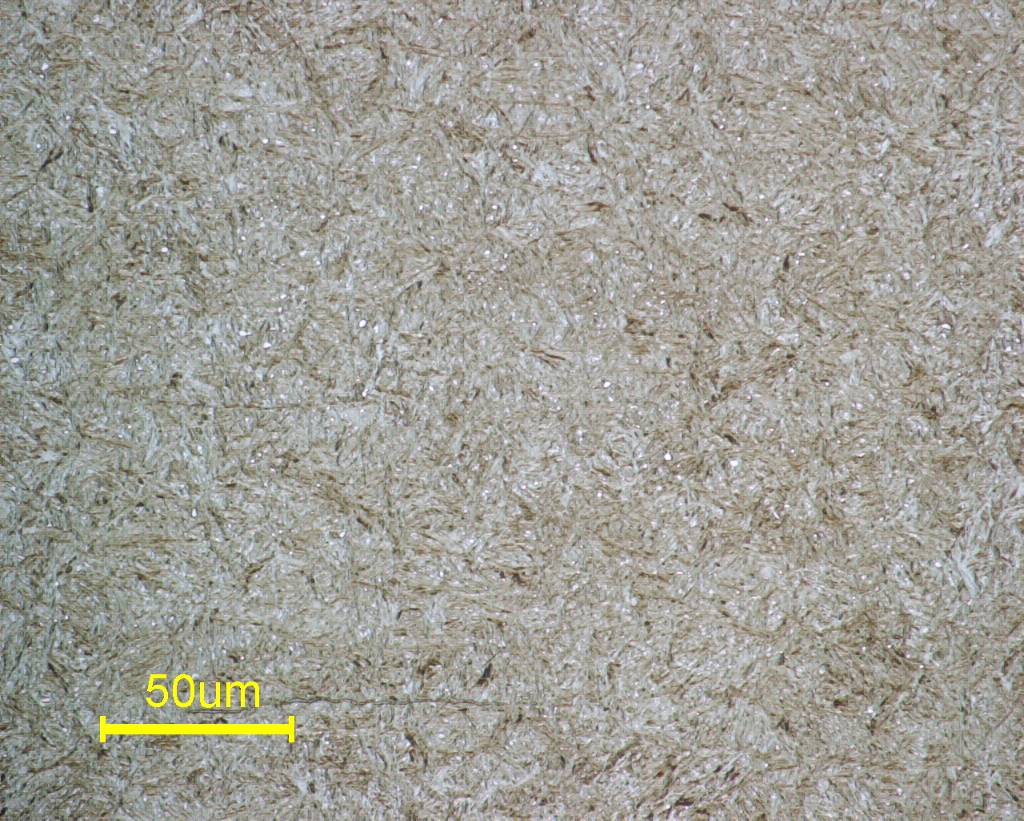
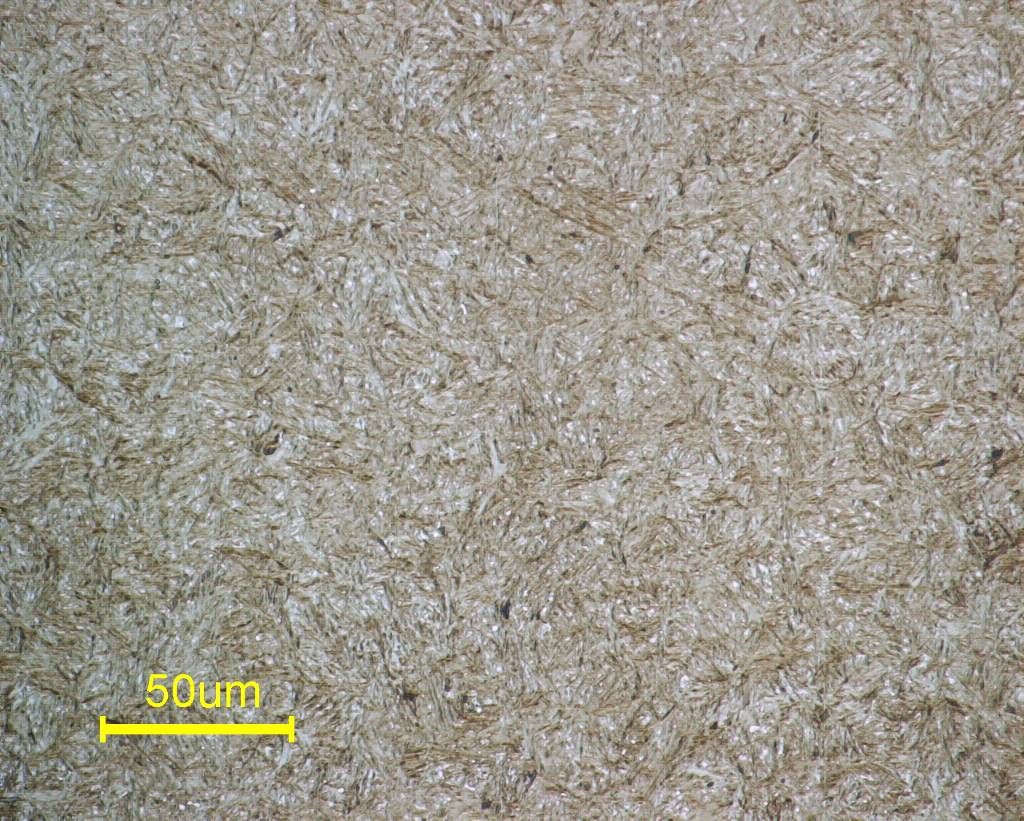
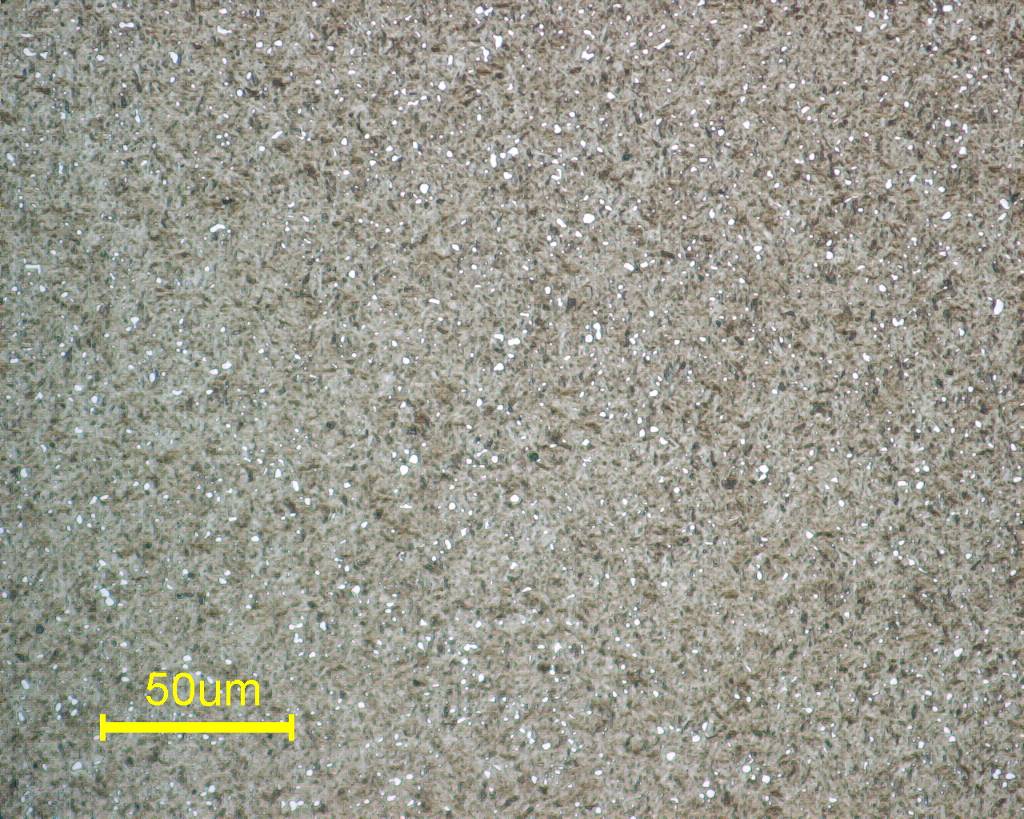
図7~図10は適正な焼入温度より高い温度で焼入れ後に180℃で焼戻した試験片の金属組織です。焼入温度が高くなるにつれて炭化物が少なくなり、焼戻しマルテンサイトの針状の形がはっきりと見えることが分かります。もし、刃物の組織がこのような針状の組織になった場合には、刃欠けや割れといったトラブルが起こりやすくなります。特に、図9、図10の金属組織においては炭化物がほぼ見られなくなり、その代わりに炭化物と異なる形状の白い組織が見られます。この組織は残留オーステナイトと考えられます。残留オーステナイトは硬度を低下させたり、経年変化でマルテンサイトに変わったりすることが知られています。
 |
 |
 |
 |
(3)種々の焼戻温度に対する硬さと金属組織
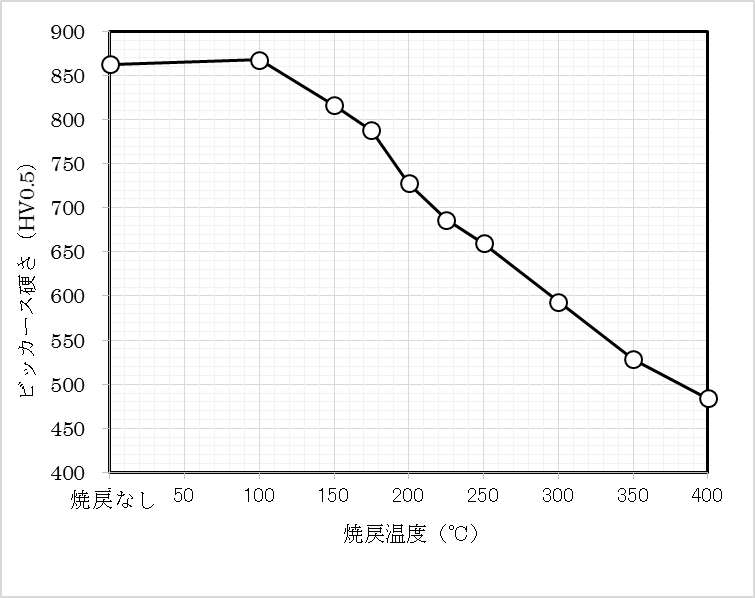
まず、適正温度の780℃で焼入後に種々の温度で焼戻した試験片のビッカース硬さの試験結果を図11に示します。硬さは、焼戻なしと焼戻温度が100℃のときが高く、焼戻温度が高くなるにしたがい低くなっています。焼戻温度が200℃までは700HV0.5以上の硬さとなり、焼戻温度が400℃では400HV0.5程度になっていることが分かります。
 |
次に、適正温度の780℃で焼入後に種々の温度で焼戻した試験片の金属組織の観察結果を図12~図21に示します。
図12は焼入れしたままの試験片の金属組織です。マルテンサイトの基地と炭化物が見られます。
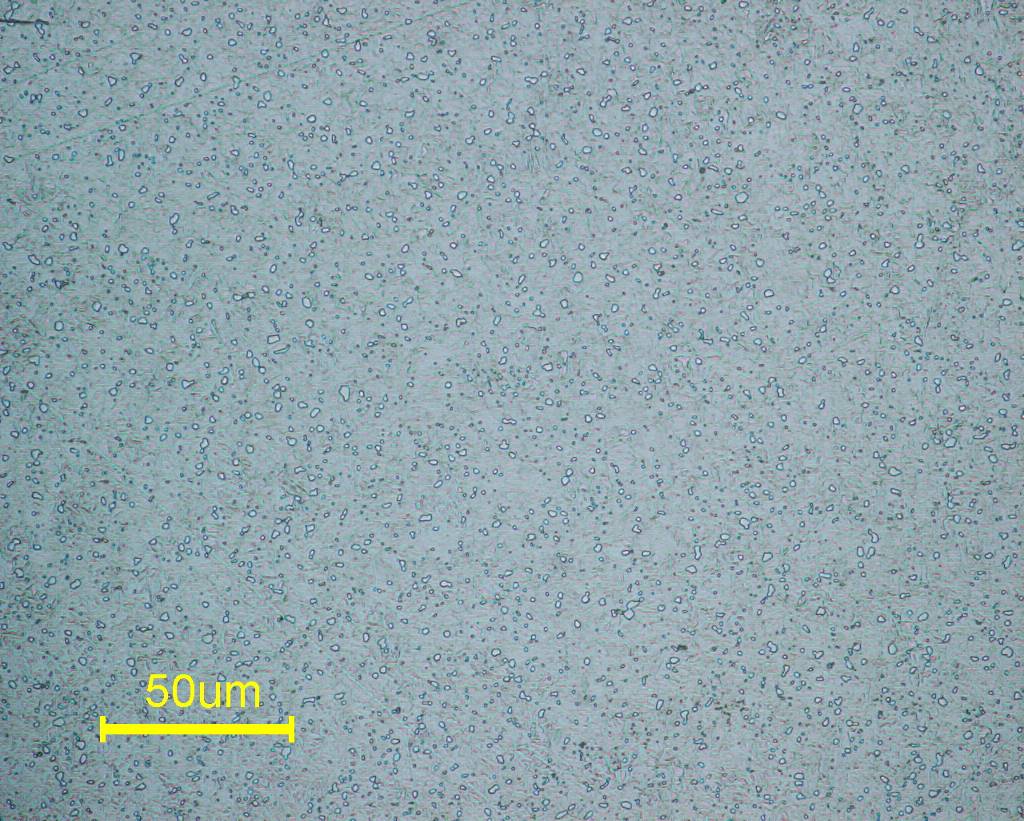 |
図13は100℃で焼戻した試験片の金属組織です。図12と図13の試験片は腐食液に同時間浸漬したものですが、図12より図13の方が基地組織が濃く見えます。図13の金属組織は焼戻マルテンサイトと呼ばれます。
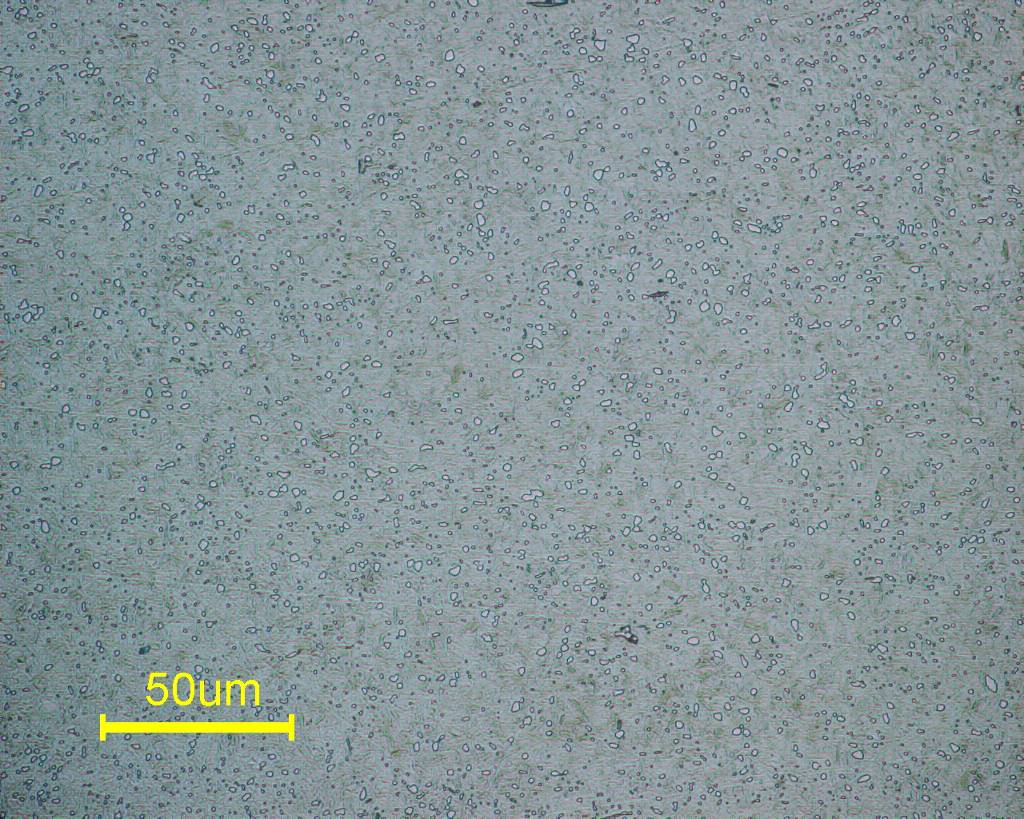 |
図14~図16は、刃物の焼戻しによく用いられている温度範囲(150~200℃)の金属組織です。図13に比べて基地組織が濃く見えることが分かります。これは、マルテンサイトの分解が進んでいるためと考えられます。
 |
 |
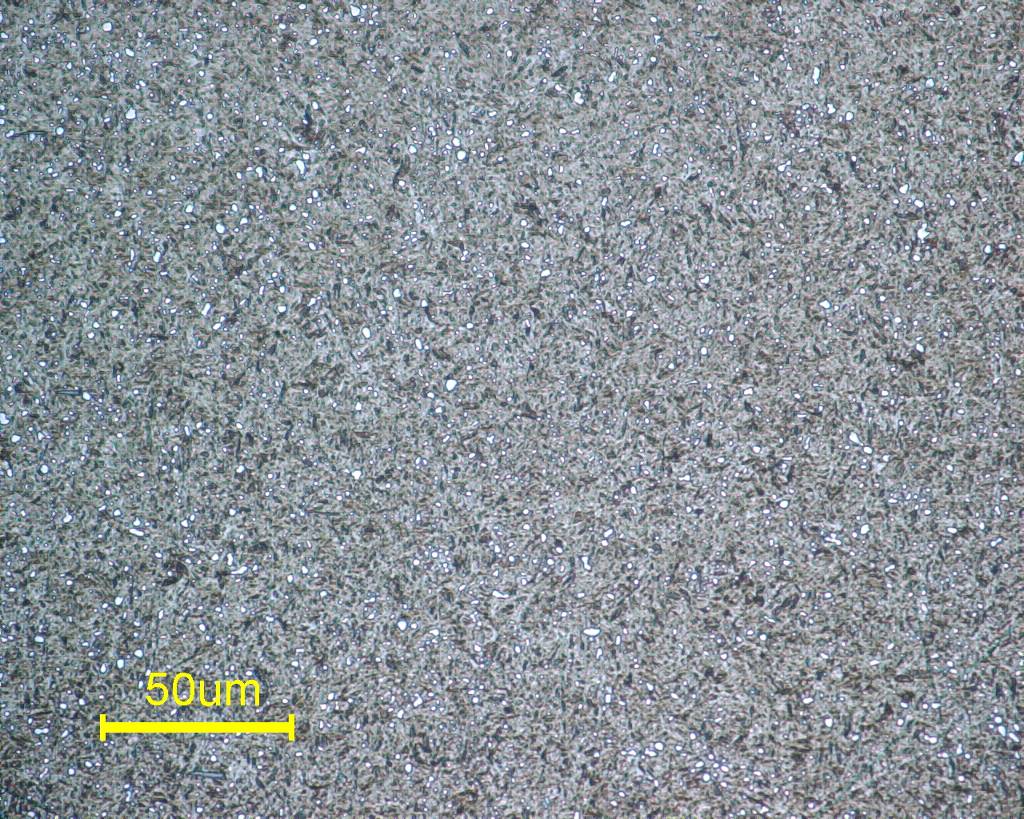 |
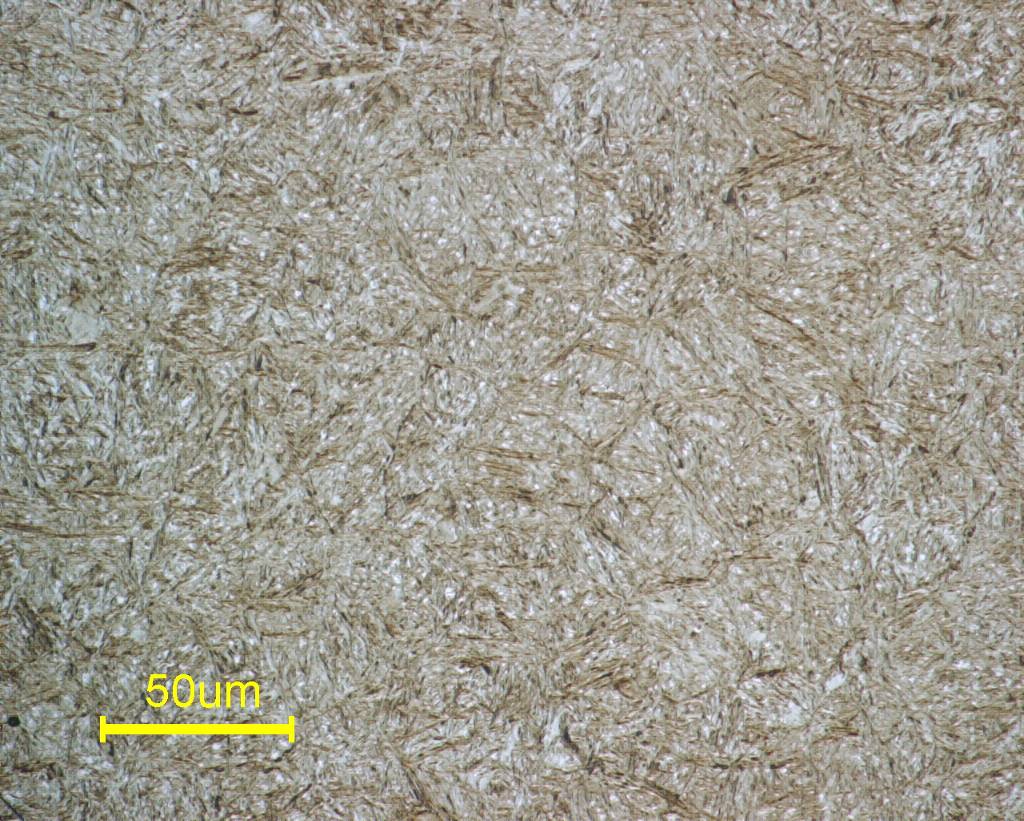
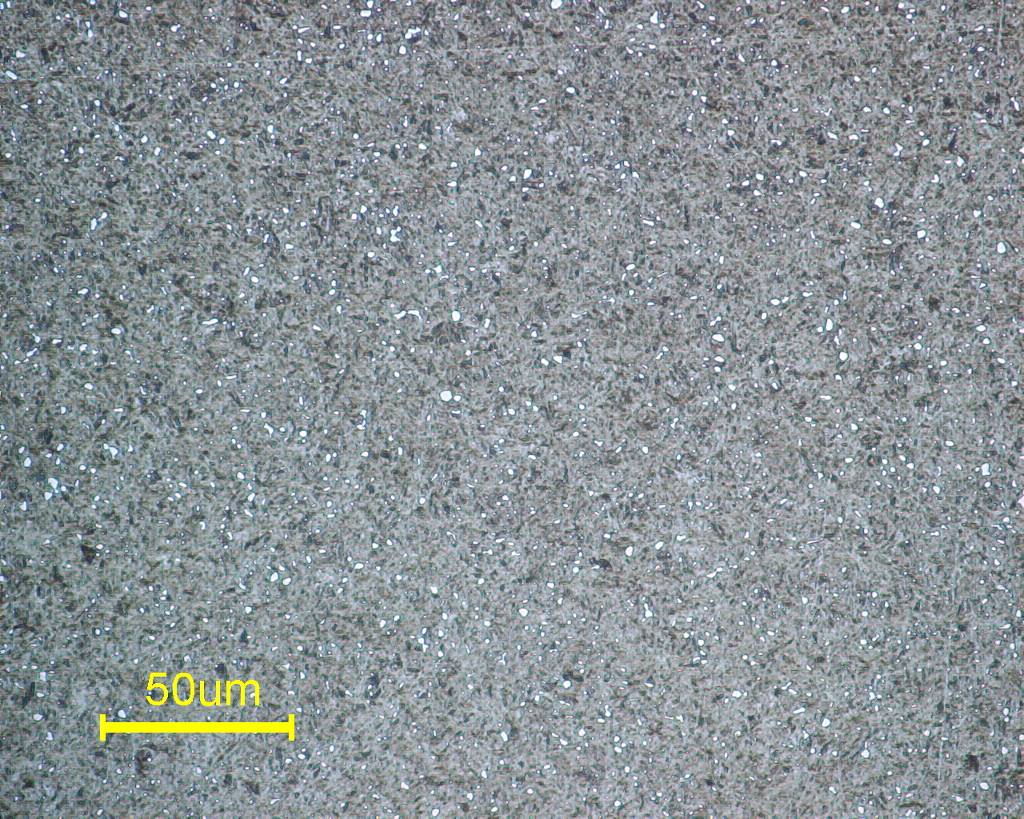
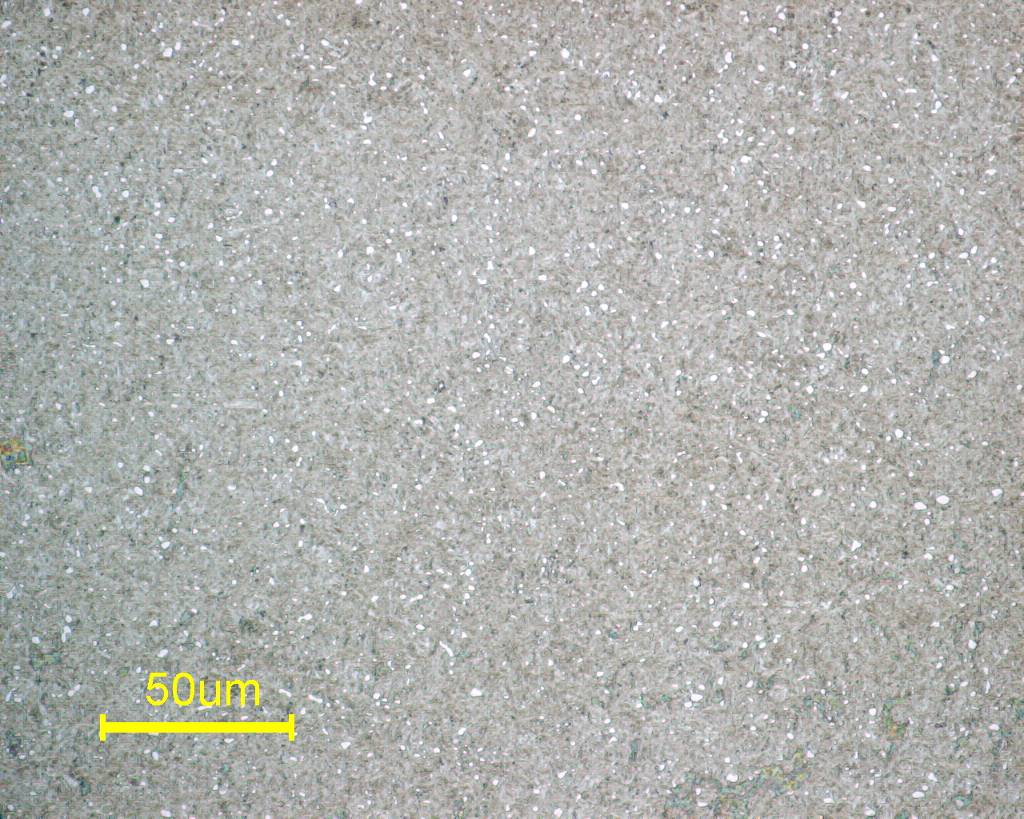
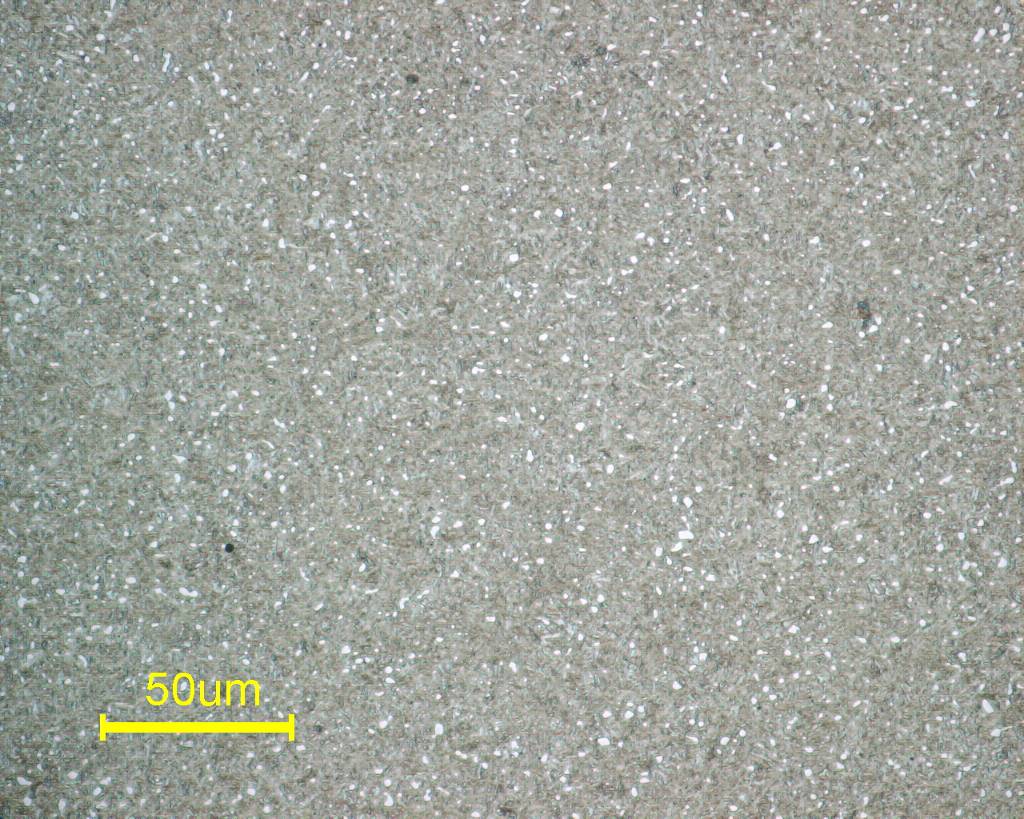
図17~図21は、225~400℃で焼戻した金属組織です。焼戻温度が高くになるにしたがって、細かく一様な基地組織になることが分かります。特に、図19~図21の焼戻温度が300℃~400℃における組織はトルースタイトと呼ばれることもあります。
 |
 |
 |
 |
 |
| 問い合わせ:新潟県工業技術総合研究所 県央技術支援センター 斎藤 雄治 TEL:0256-32-5271 FAX:0256-35-7228 |