新潟県工業技術総合研究所は、工業系の技術支援機関です。
| Topページ > 機械・金属関係 技術トピックス > レーザー顕微鏡による表面粗さの測定について |
県央技術支援センターでは「接触式」と「非接触式」の両方の方式で表面粗さを測定することができます。ここでは、表面粗さの異なる複数の試料を測定したときに、測定値がどの程度一致するのかについて調べた結果を紹介します。
測定に用いた機器は次のとおりです。
・接触式・・・アメテック(株)製粗さ測定機(フォームタリサーフPGI430)
先端半径2μm、円錐角60°のダイヤモンド製触針を使用
・非接触式・・・オリンパス(株)製レーザ顕微鏡(LEXT-OLS4100)
倍率50倍、開口数0.95の対物レンズを使用
表面粗さの測定は接触式の規格(JIS B 0633: 2001)に準拠して行いました。各試料につき10回ずつ測定し、算術平均粗さRaと最大高さ粗さRzを求めました。測定方向は、加工方向が一定の試料は加工方向に対して直交方向とし、加工方向が決まっていない試料は任意方向としました。各試料につき、RaとRzの10個の平均値およびStudentのt分布による95%信頼限界を求めました。
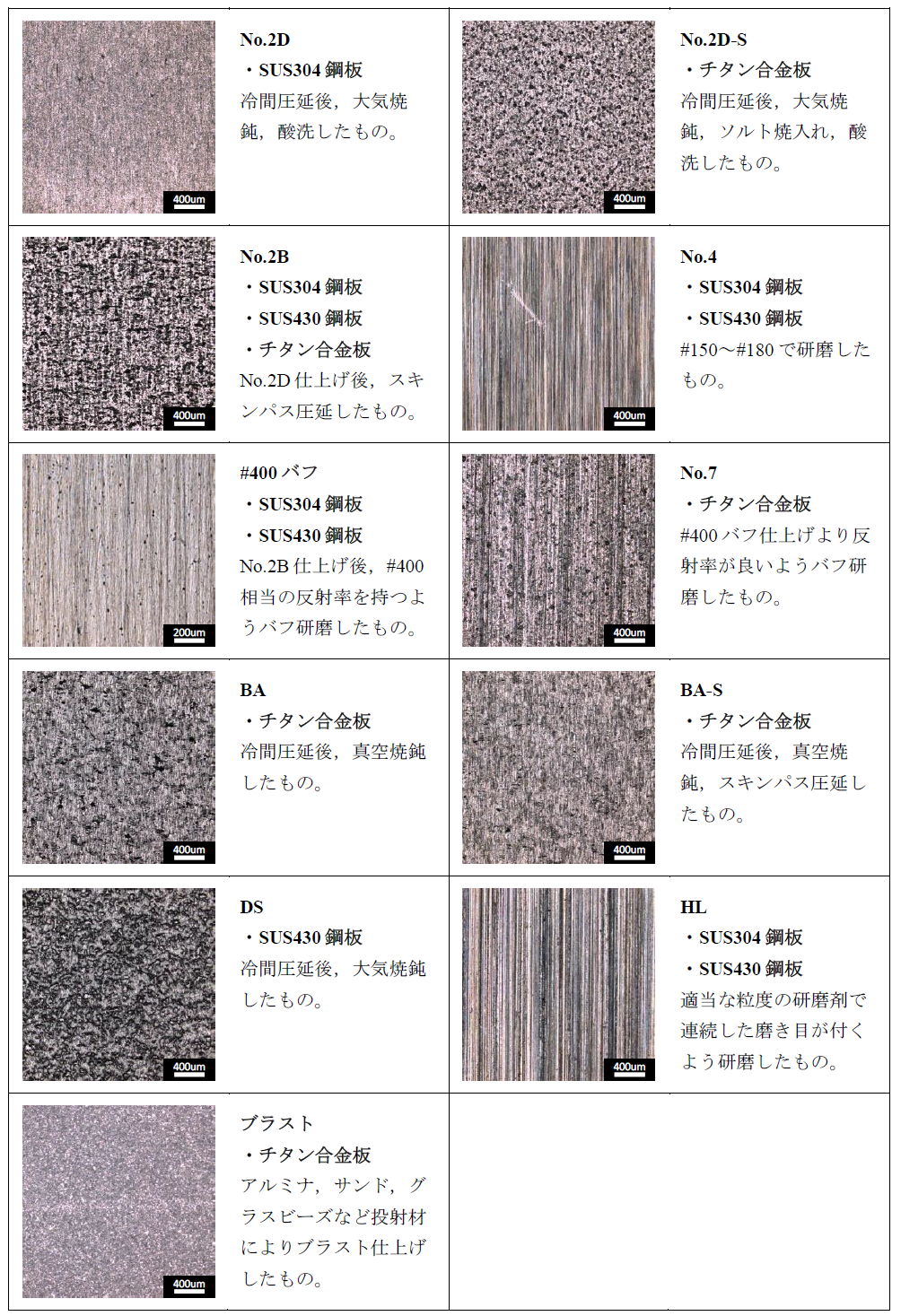
図1 測定したSUS304鋼板,SUS430鋼板,チタン合金板の表面仕上げの概要
(各図は試料表面のレーザ顕微鏡像)
表1に、接触式と非接触式による粗さパラメータの平均値とその95%信頼限界を示します。表1より、接触式と非接触式による粗さパラメータはほぼ一致していることが分かります。
表1の結果を用いて接触式と非接触式による粗さパラメータを比較したものを図4に示しました。図中の白丸は粗さパラメータの平均値で、直線は粗さパラメータの各点に最小二乗法を当てはめたものです。Ra、Rzともに、直線の勾配が1に近い値を示したことから、本実験で測定した試料については、非接触式による測定値は接触式による測定値と概ね一致する結果が得られました。
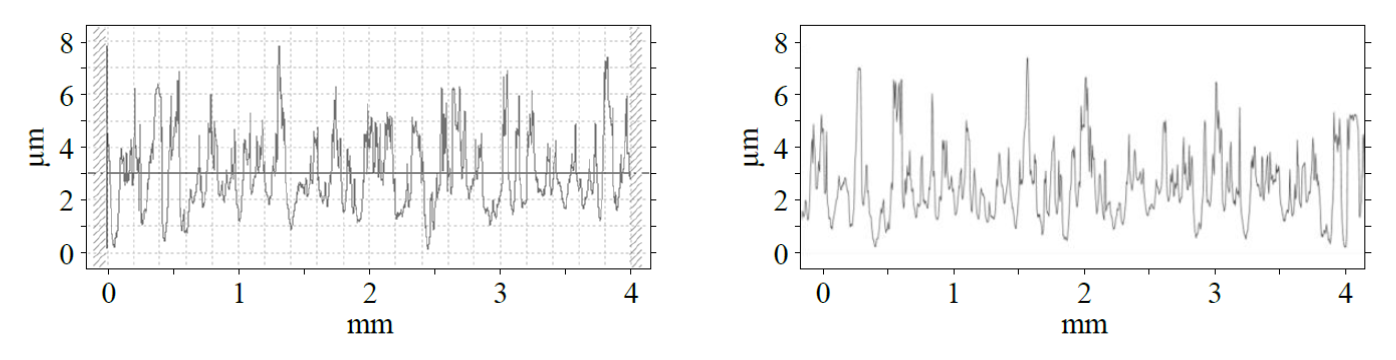
図2 SUS430鋼板 DS仕上げの粗さ曲線(左:接触式、右:非接触式)
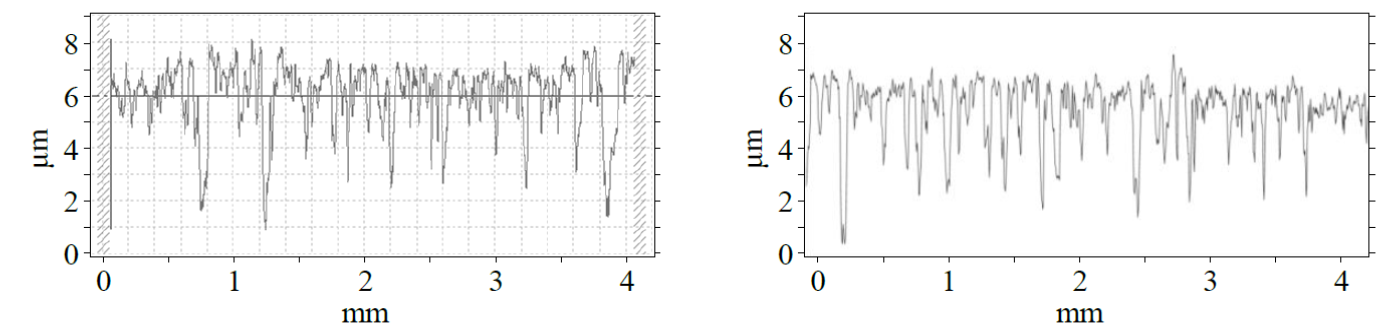
図3 チタン合金板 No.2B仕上げ(左:接触式、右:非接触式)
表1 接触式と非接触式による粗さパラメータの平均値とその95%信頼限界
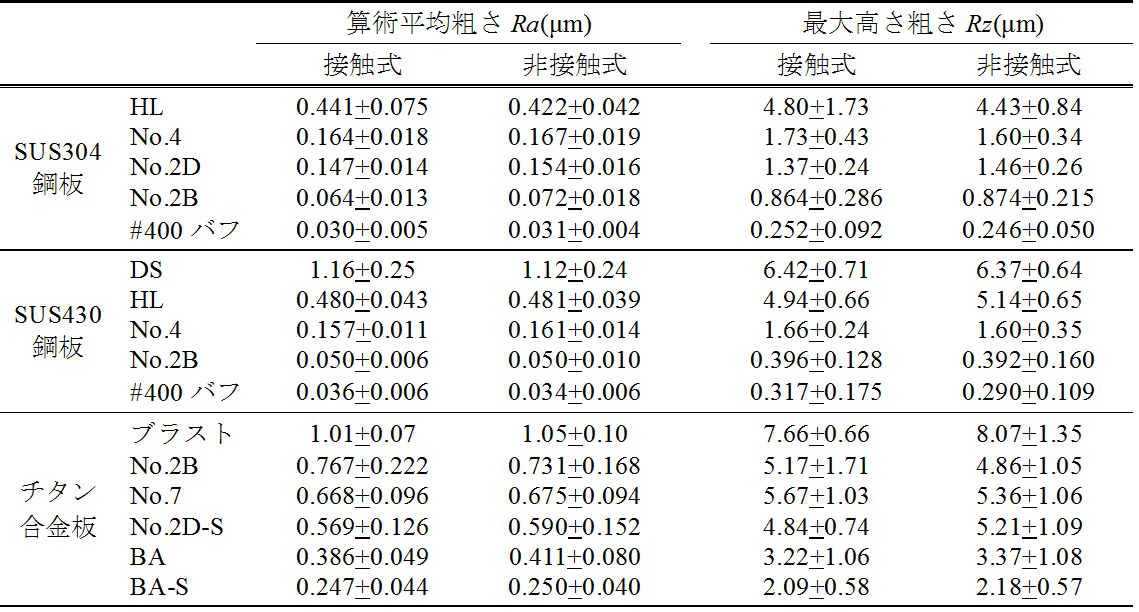
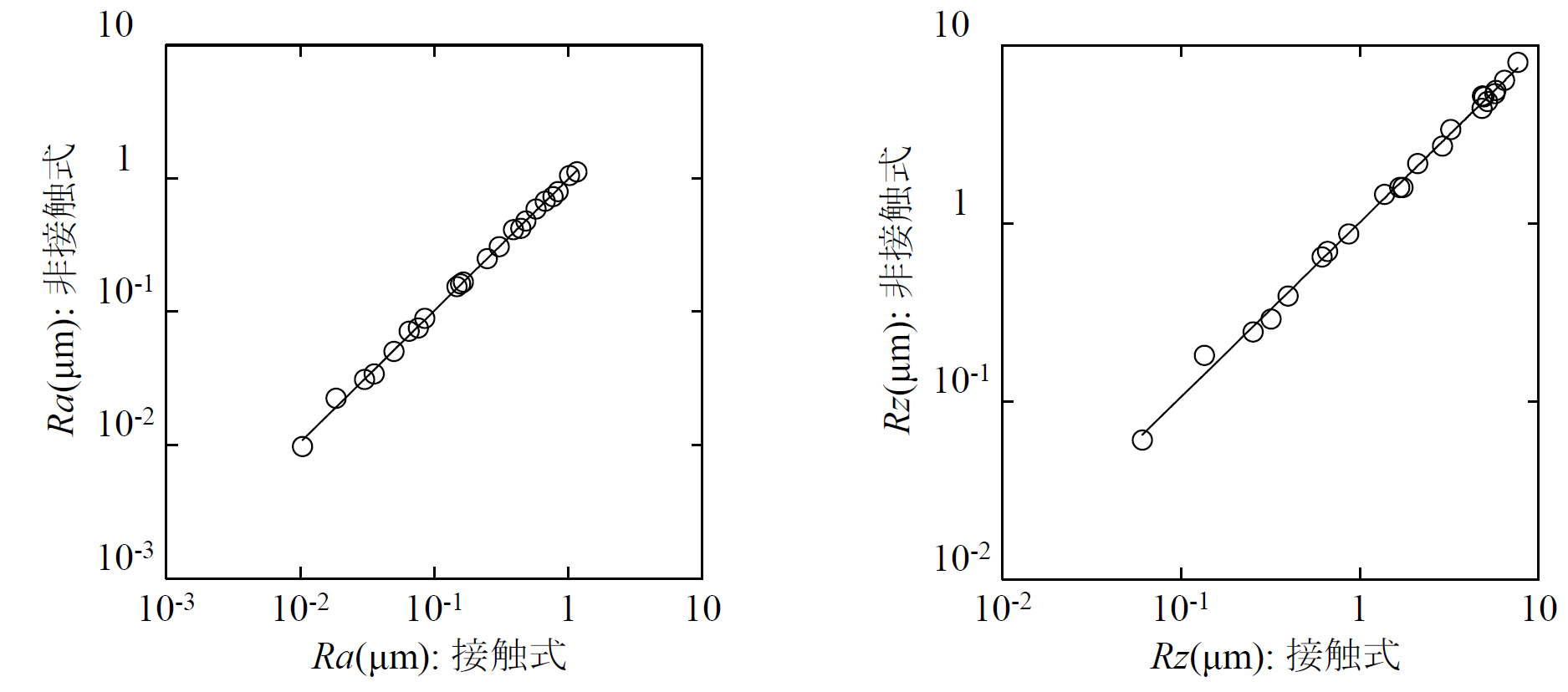
図4 接触式と非接触式による粗さパラメータの比較(左:Ra、右:Rz)
2)藤井章弘ら,"3D測定レーザー顕微鏡OLS4000による3D表面性状計測",OplusE 6月号,2009,1~5ページ
3)佐藤壽芳,"超精密非接触表面形状測定法について",生産研究 第39巻 第6号,1987,201~208ページ
4)(株)日本金属工業,"表面仕上げ記号の摘要",NTKステンレス鋼表面仕上げサンプルブック
5)(株)神戸製鋼所,"表面仕上げ記号の摘要" チタン表面仕上げサンプルブック
| 問い合わせ:新潟県工業技術総合研究所 県央技術支援センター 斎藤 雄治 TEL:0256-32-5271 FAX:0256-35-7228 |