新潟県工業技術総合研究所は、工業系の技術支援機関です。
| Topページ > 機械・金属関係 技術トピックス > 機械構造用炭素鋼 S45Cの硬さと金属組織 |
・実験装置:(株)東洋製作所製 電気マッフル炉 KM-420
PRESI社 試料研磨装置 メカテック334/ディストリテック5
(株)明石製作所製 マイクロビッカース硬度計 MVK-G1
(株)ニコンインステック 倒立型金属顕微鏡 TME3000U-NR型
・熱処理 :焼入れ…800~950℃の各温度に15分保持後に水冷
焼戻し…600℃に1時間保持後水冷
・硬さ試験:試験片断面を鏡面研磨後、マイクロビッカース硬度計で試験した(HV0.5)
・金属組織:試験片断面を鏡面研磨および腐食後、金属顕微鏡で金属組織を観察した
・腐食液 :硝酸-アルコール溶液(HNO3 3ml、エチルアルコール97ml)
金属組織の観察結果を図1に示します。白色のフェライトと層状のパーライトが見られます。硬さは約240HVです。
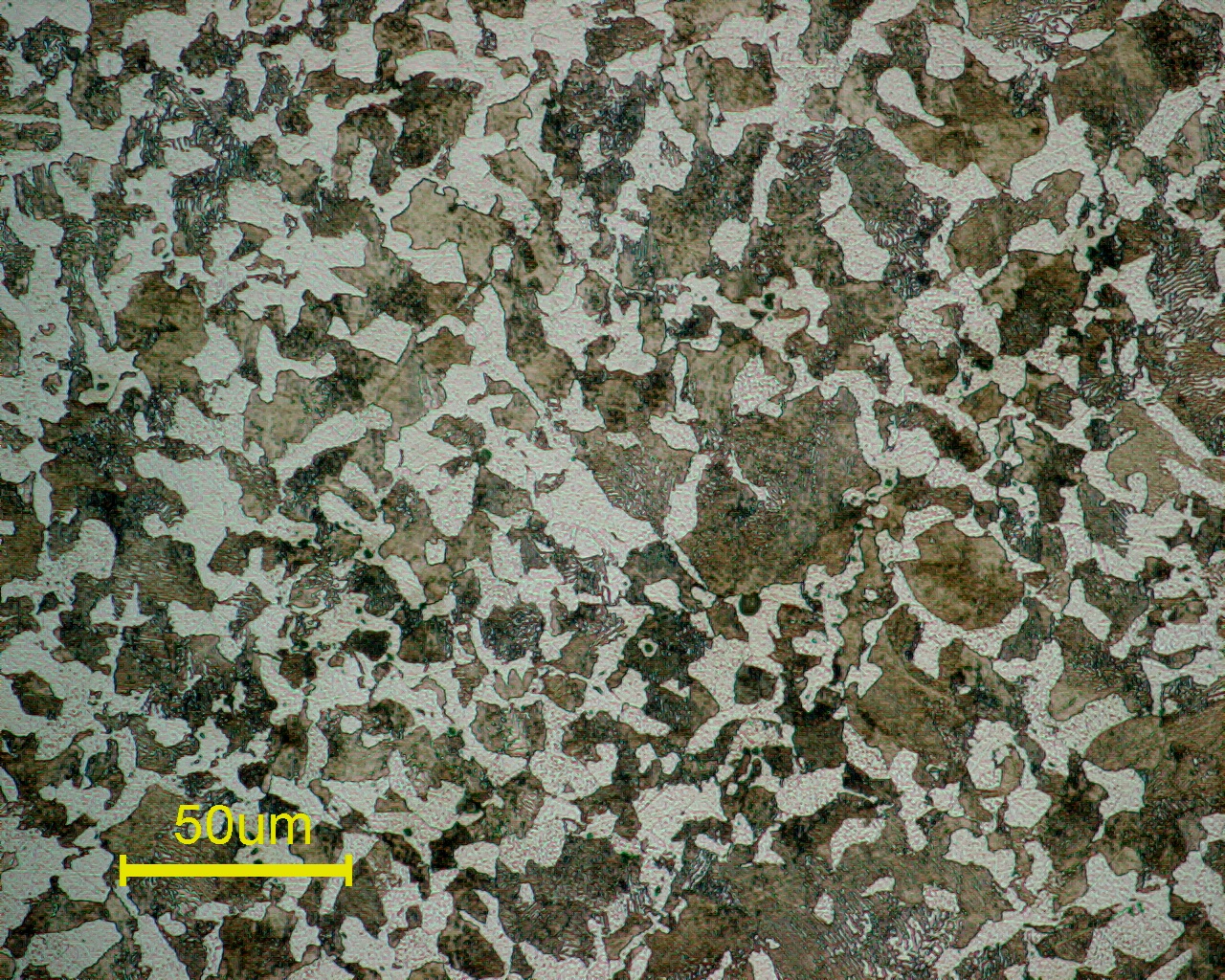
図1 熱処理前の試験片の金属組織
(2)種々の焼入温度に対する硬さ
800~950℃の種々の温度で焼入後に600℃で焼戻した試験片のビッカース硬さの試験結果を図2に示します。焼入れ温度によらず硬さはほぼ一定値となりました。
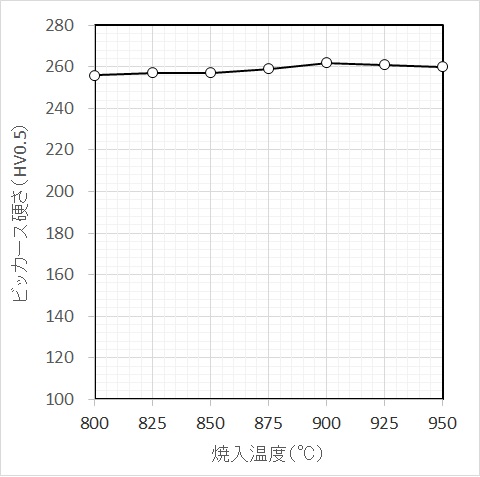
図2 熱処理後の試験片のビッカース硬さ
(3)種々の焼入温度に対する金属組織
800~950℃の種々の温度で焼入後に600℃で焼戻した試験片の金属組織の観察結果を図3~図9に示します。
図3は、S45Cの推奨焼入温度820~870℃に比べて低い温度で焼入後に600℃で焼戻した金属組織です。基地組織は焼戻しマルテンサイトですが、ところどころに白色のフェライトが見られます。
図4と図5は、S45Cの推奨焼入温度で焼入後に600℃で焼戻した金属組織です。基地組織は焼戻しマルテンサイトになっていますが、フェライトとみられる白色の組織もわずかに見られます。
図6~図9は、S45Cの推奨焼入温度に比べて高い温度で焼入後に600℃で焼戻した金属組織です。いずれも焼戻しマルテンサイトになっていますが、焼入温度が高くになるに従い、組織が粗くなっていることが分かります。
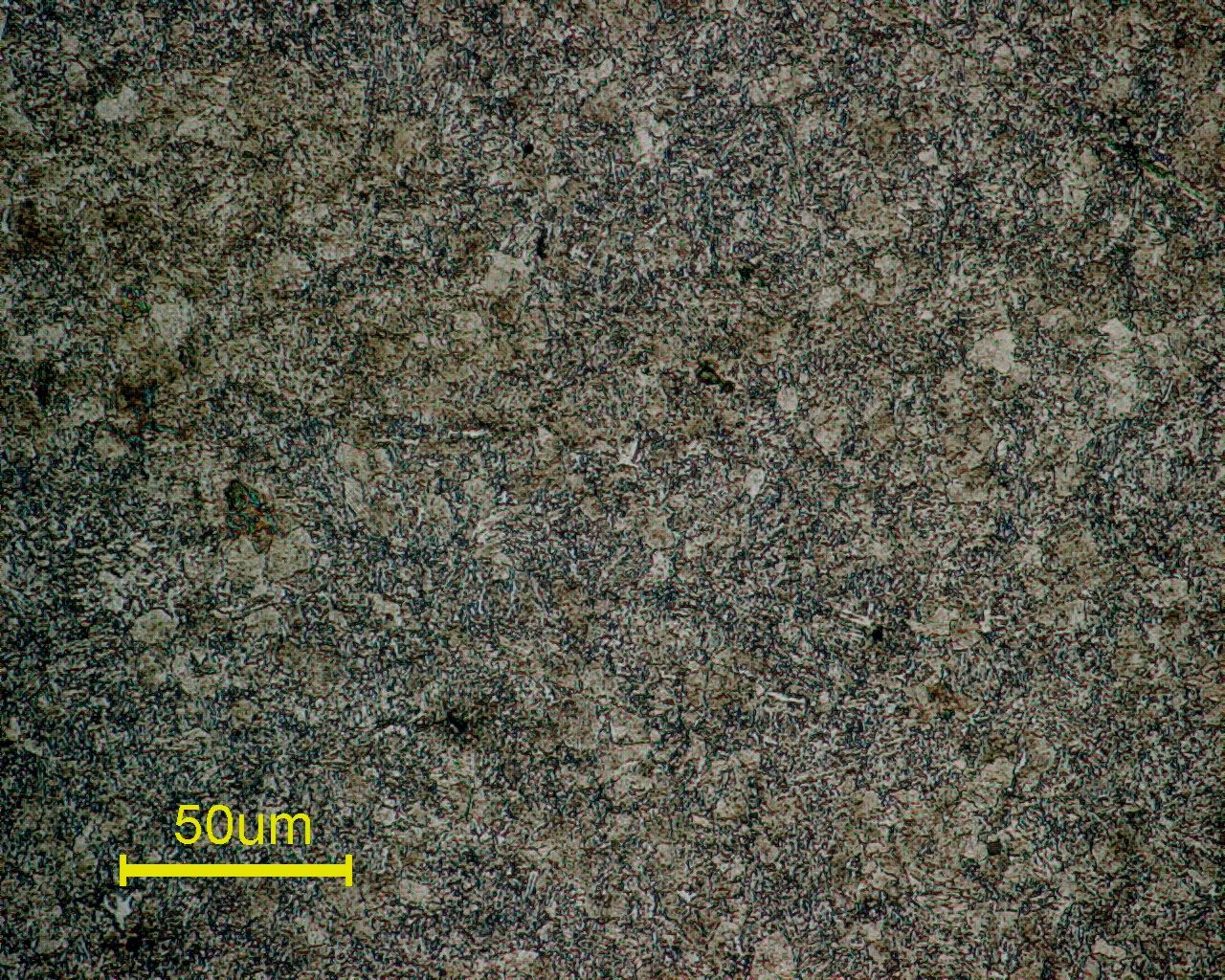
図3 焼入れ:800℃に15分保持後水冷 焼戻し:600℃に1時間保持後水冷
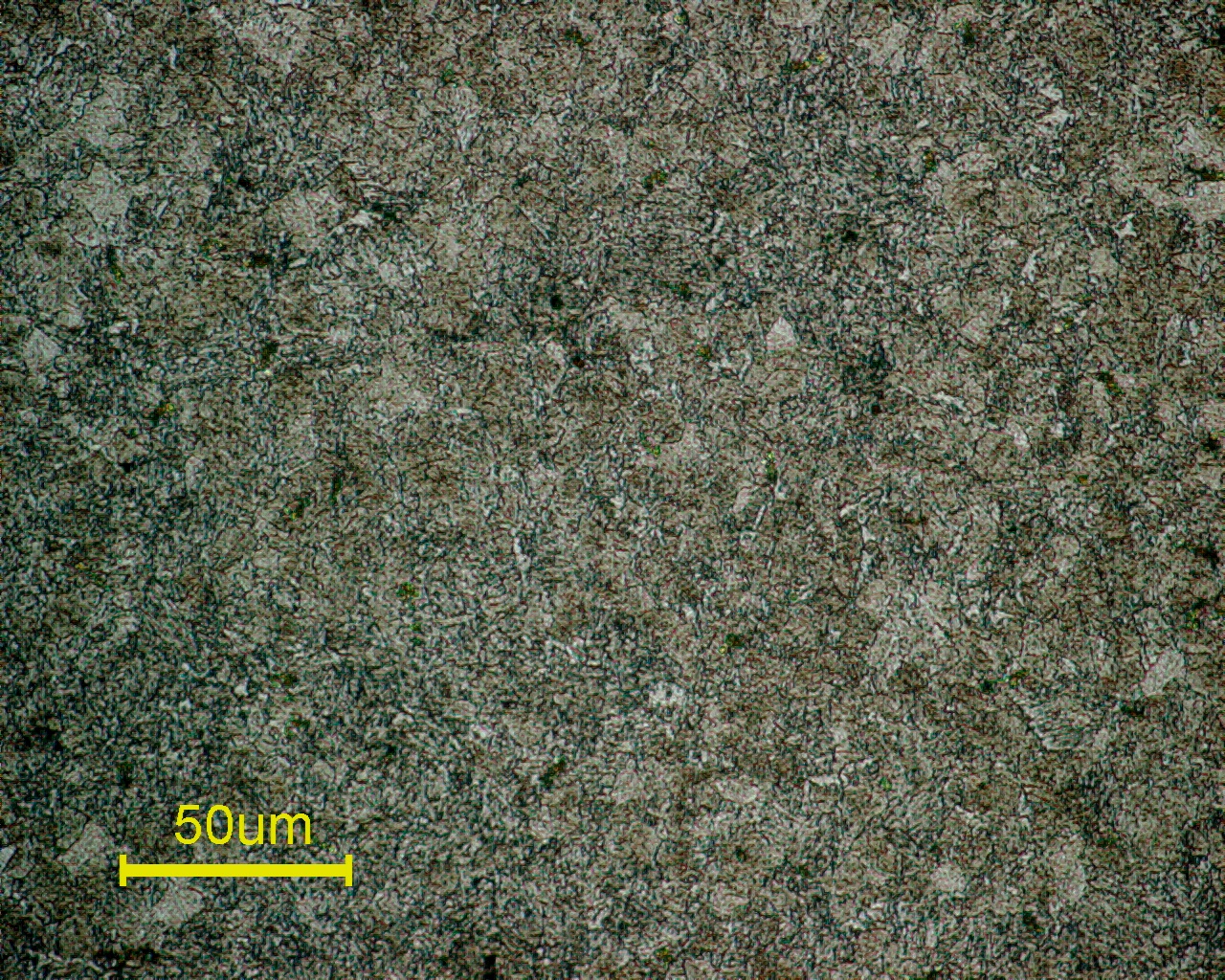
図4 焼入れ:焼入れ:825℃に15分保持後水冷 焼戻し:600℃に1時間保持後水冷
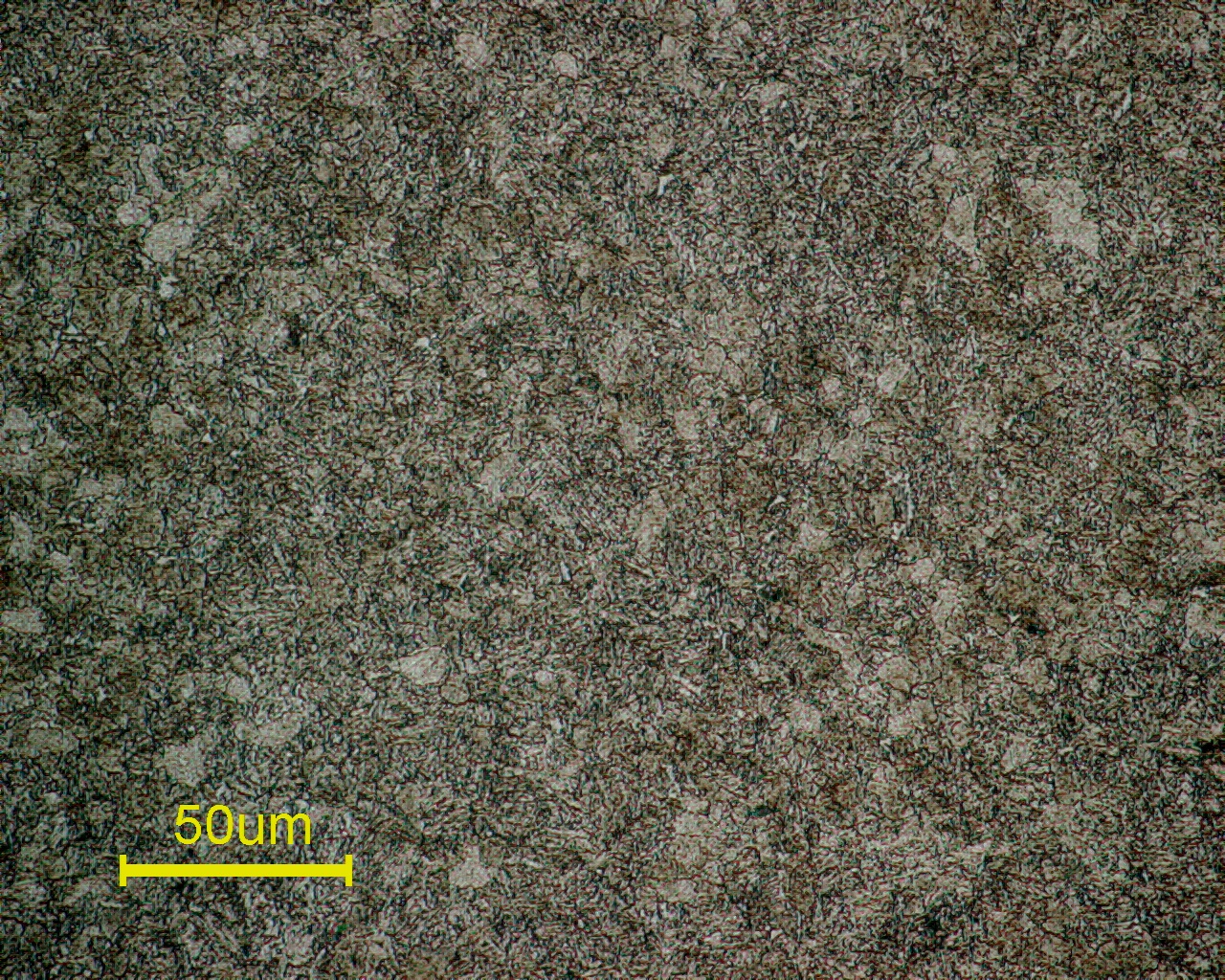
図5 焼入れ:850℃に15分保持後水冷 焼戻し:600℃に1時間保持後水冷
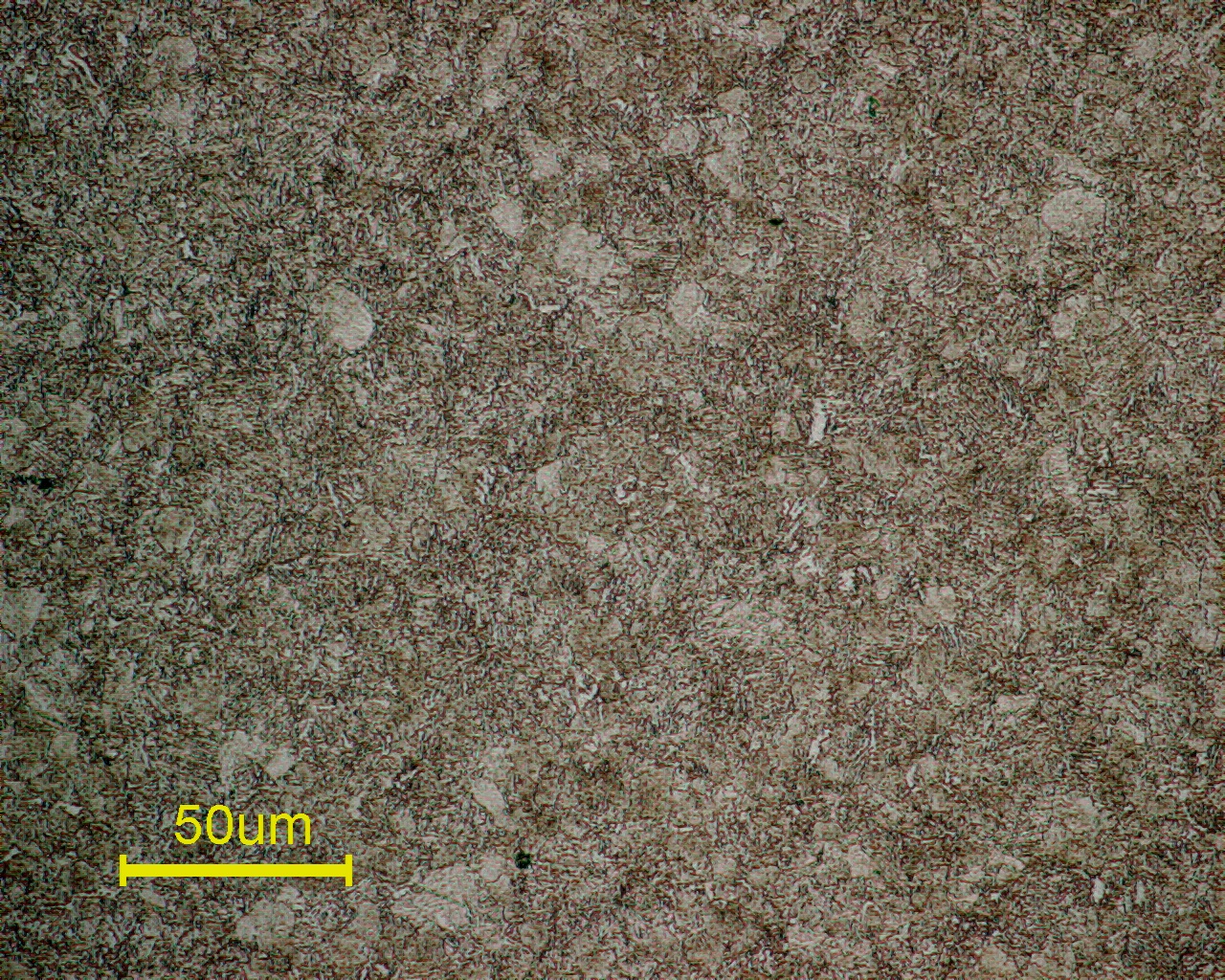
図6 焼入れ:875℃に15分保持後水冷 焼戻し:600℃に1時間保持後水冷
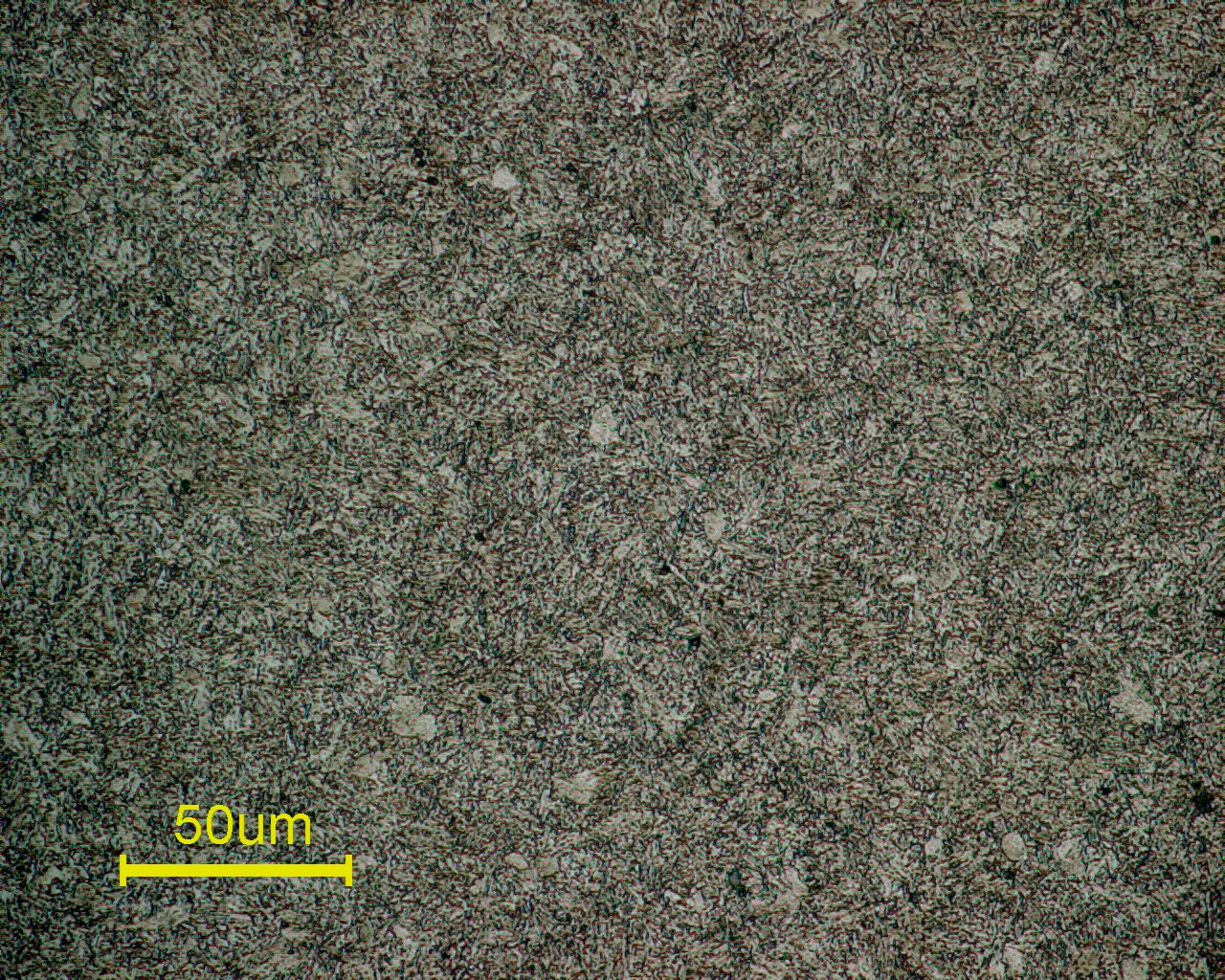
図7 焼入れ:焼入れ:900℃に15分保持後水冷 焼戻し:600℃に1時間保持後水冷
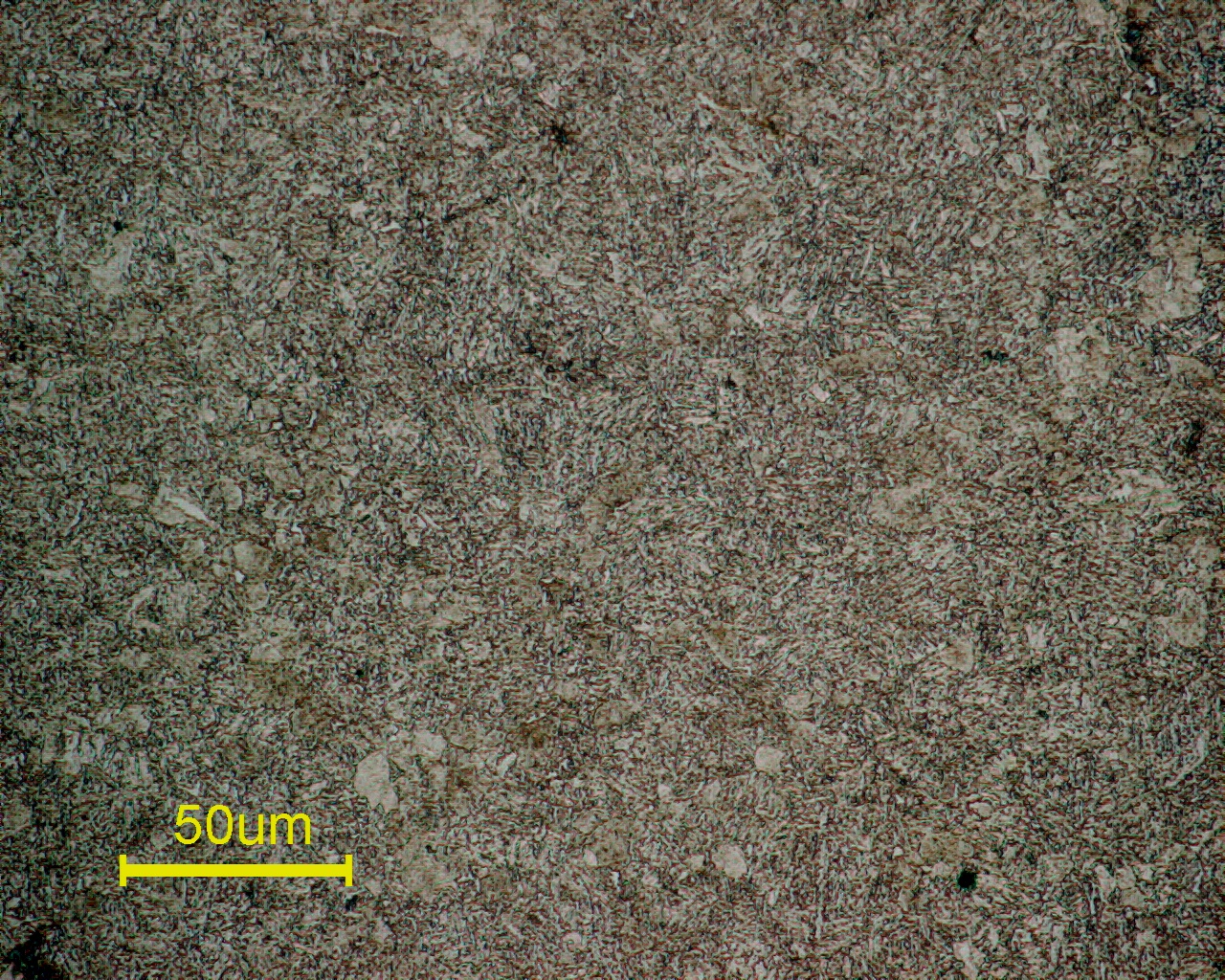
図8 焼入れ:925℃に15分保持後水冷 焼戻し:600℃に1時間保持後水冷
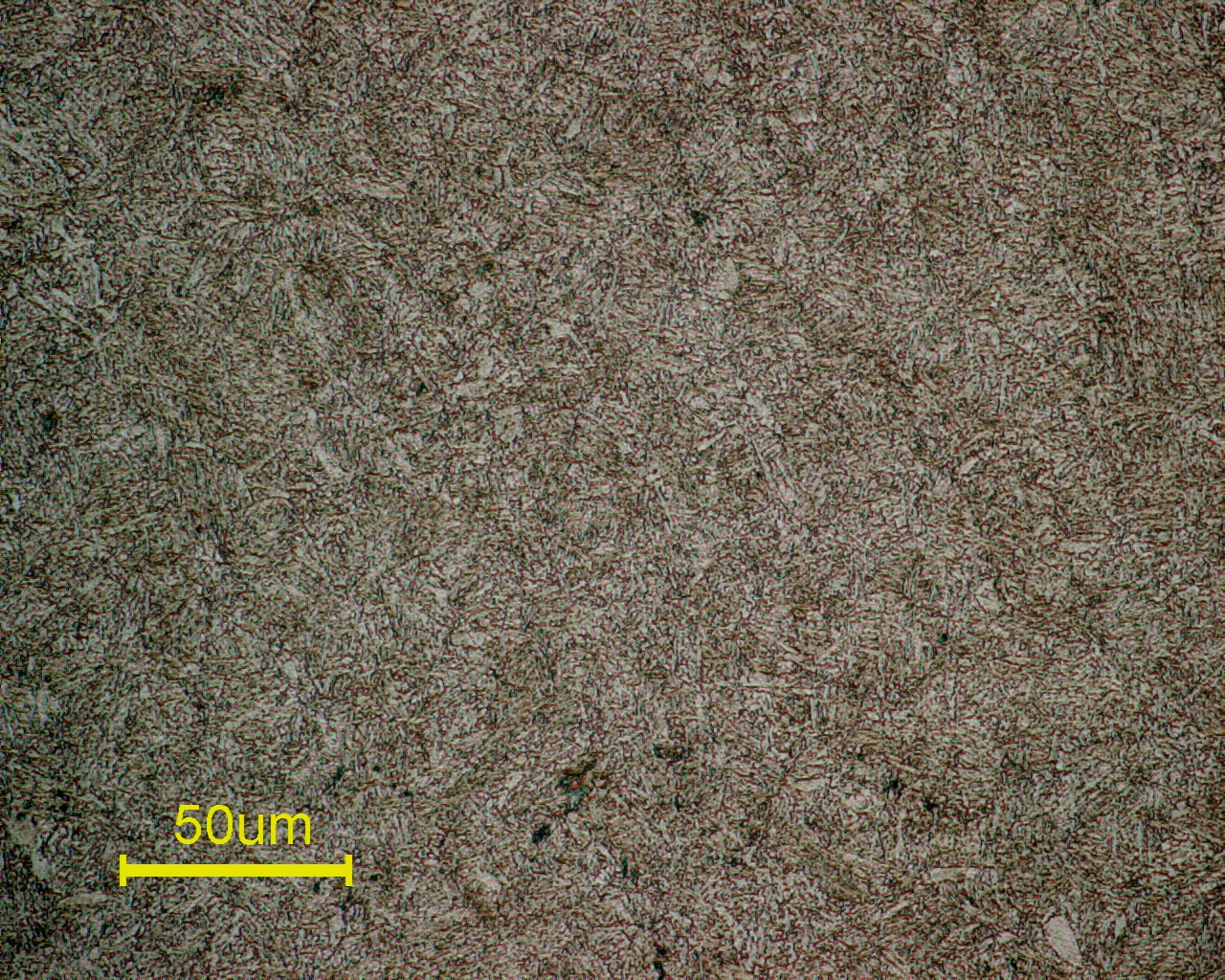
図9 焼入れ:950℃に15分保持後水冷 焼戻し:600℃に1時間保持後水冷
| 問い合わせ:新潟県工業技術総合研究所 県央技術支援センター 斎藤 雄治 TEL:0256-32-5271 FAX:0256-35-7228 |