新潟県工業技術総合研究所は、工業系の技術支援機関です。
| Topページ > 機械・金属関係 技術トピックス > 炭素鋼S50Cと低合金鋼SCM435の焼なまし後の金属組織と偏析について |
ここでは、市販の炭素鋼S50CとSCM435の棒鋼を焼鈍したときに観察されたフェライトバンドについて、偏析の様子を分析したので結果を紹介します。
市販の機械構造用炭素鋼S50C(□19mm、長さ20mm)と機械構造用合金鋼SCM435(φ19mm、長さ20mm)について、850℃に15分保持後に炉冷の焼なましを行い、長さ方向の断面を鏡面研磨および腐食(硝酸アルコール溶液 HNO3 5ml、エチルアルコール 100ml)したものを試料としました。図1に示す箇所について、金属組織観察(オリンパス光学工業(株)製 金属顕微鏡 BX-60M-53MB型)および走査電子顕微鏡によるEDS分析(日本電子(株)製 走査電子顕微鏡 JSM-IT500LA)を行いました。
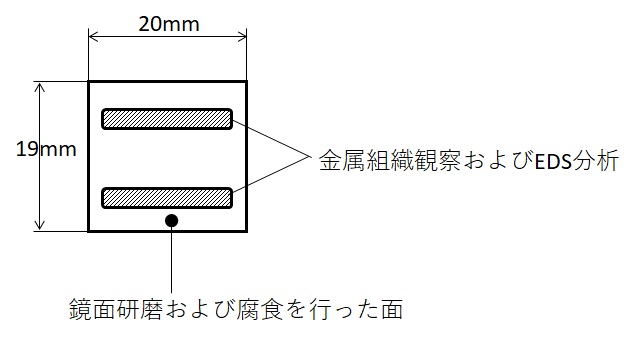
図1 金属組織観察および走査電子顕微鏡によるEDS分析を行った箇所
【実験結果】
まず、試料の金属組織を図2に示します。図において、試料の長さ方向は横方向です。S50C、SCM435のいずれについてもフェライト組織とパーライト組織が層状になっていることから、フェライトバンドがあることが分かります。また、S50Cに比べてSCM435の方がフェライトバンドが明瞭になっていることが分かります。


図2 試料の断面の金属組織(上:S50C、下:SCM435)
次に、試料のフェライト組織とパーライト組織の各三か所について、走査電子顕微鏡によるEDS分析を行いました。S50CについてはSiおよびMn、SCM435についてはSi、Mn、CrおよびMoについて定量を行い、結果を表1に示しました。ここで、EDSで得られる定量値はあくまでも目安となります。表1より、S50C、SCM435とも定量を行ったすべての元素がパーライト組織に多く偏析していることが分かります。MnやCrが多く偏析している部位はパーライトを生成しやすい2)ことが分かっています。
表1 フェライトバンドのフェライト組織とパーライト組織の定量結果(定量値は三か所の平均値、質量%)
| 試料 | 金属組織 | Si | Mn | Cr | Mo |
| S50C | フェライト | 0.18 | 0.59 | --- | --- |
| パーライト | 0.23 | 0.80 | --- | --- | |
| SCM435 | フェライト | 0.27 | 0.69 | 0.95 | 0.10 |
| パーライト | 0.31 | 0.91 | 1.15 | 0.23 |
1) 藤原ほか,特殊鋼の拡散焼鈍に関する研究(第1報),電気製鋼,33-2,(1962),pp.106-116.
2) 大沢,合せ板によるフェライトバンドの生因の研究,日本金属学会誌,25,(1961),pp.433-436.
|
問い合わせ:新潟県工業技術総合研究所 中越技術支援センター 斎藤 雄治 TEL:0258-46-3700 FAX:0258-46-6900 |