新潟県工業技術総合研究所は、工業系の技術支援機関です。
| Topページ > 機械・金属関係 技術トピックス > SUS420J2の熱処理条件と耐食性の関係 |
・実験装置:ヤマト科学(株)製 電気マッフル炉 F0410
スガ試験機(株)製 塩水噴霧試験装置 CASS-90
オリンパス光学工業製 金属顕微鏡 BX-60M-53MB
・熱処理:
①なし
生材(納入状態)
②焼入れ温度を変えた
焼入れ:950、1000、1050℃の各温度に15分保持後油冷
焼戻し:200℃で1時間保持後空冷
③焼戻し温度を変えた
焼入れ:1050℃で15分保持後油冷
焼戻し:なし、200、300、400、450、500、550、600℃の各温度に1時間保持後に空冷
④焼入れ時の冷却方法を変えた
焼入れ:1050℃に15分保持後、空冷または油冷
焼戻し:200℃で1時間保持後空冷
・塩水噴霧試験:
JIS Z 2371に準じる
検査面:20×100mmの面(1000番の耐水紙やすりで研磨したもの)
試験時間:24時間(1、2、4時間経過時に観察)
・金属組織観察:
試験片断面を鏡面研磨および腐食後に金属顕微鏡で観察
腐食液:塩酸-ピクリン酸-アルコール溶液(塩酸10ml、ピクリン酸1g、エチルアルコール80ml)
24時間の塩水噴霧試験後の試験片を図1に示します。多くの試験片について検査面の周囲に腐食生成物(以下、錆と呼びます)が見られることが分かります。試験片の側面には熱処理によって酸化スケールが付着したり検査面に比べて仕上げが粗いため錆が生じやすく、これが検査面の周囲を錆びさせているものと考えられます。
また、図1より、焼戻し550℃の試験片で検査面に多くの錆が見られることが分かります。これは、マルテンサイト系ステンレス鋼に特有な現象(400~550℃の焼戻しによって炭化物が析出して耐食性が低下する1))と考えられます。
なお、生材の試験片にも検査面に錆が見られることから、生材は耐食性が良くないことが分かります。
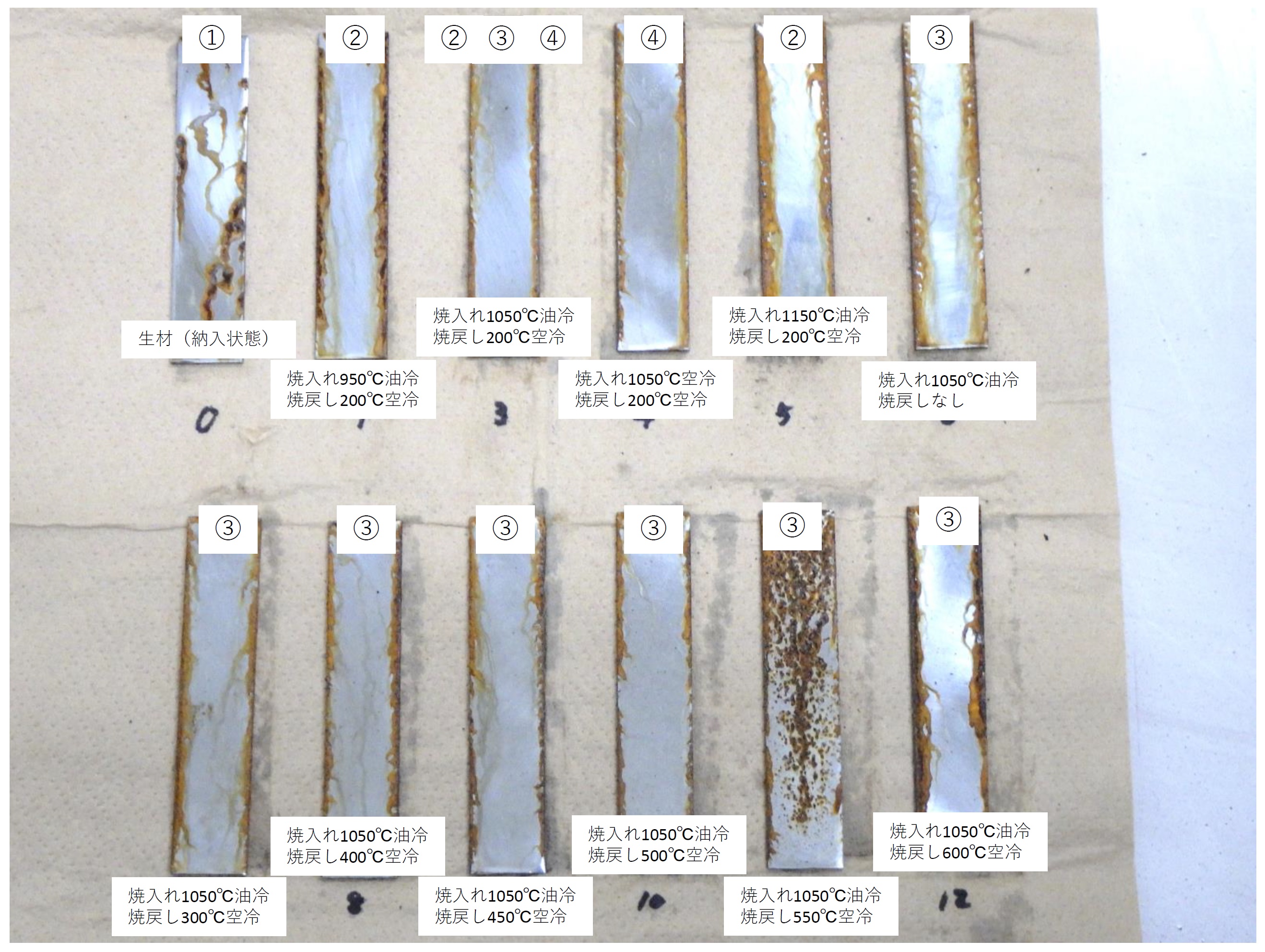
図1 24時間塩水噴霧後の試験片(図中の①~④は実験条件に記載した熱処理の種類)
(2)金属組織観察
①生材の金属組織
図2に生材(納入状態)の金属組織を示します。フェライト基地に無数の粒状炭化物が見られます。炭化物は鉄、クロム、炭素からなるため、炭化物が多いと基地組織中のクロム量が少なくなると考えられます。塩水噴霧試験で生材の試験片の検査面に錆が見られたのは、素地組織中に固溶している(溶け込んでいる)クロム量が少ないためと考えられます。
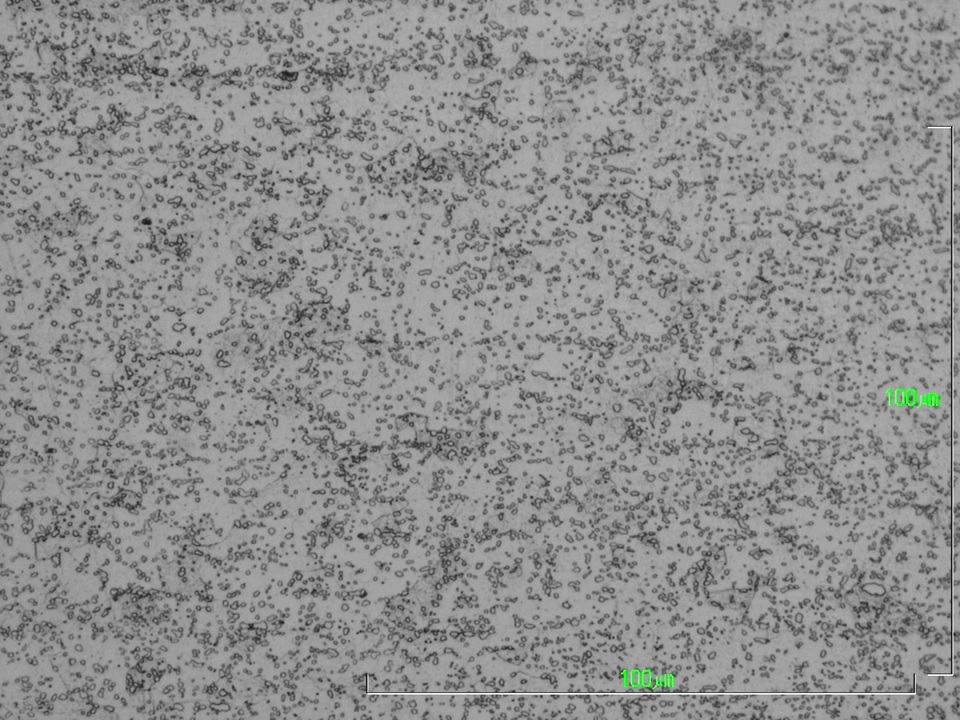
図2 生材(納入状態)の金属組織
②焼入れ温度を変えたときの金属組織
図3、4、5はそれぞれ焼入れ温度950、1050、1150℃としたときの金属組織です。ここで、焼戻し温度は200℃としています。基地組織は焼戻しマルテンサイトで、粒状の炭化物も見られます。また、焼入れ温度を高くするにしたがい炭化物は少なくなり、基地組織は粗くなることが分かります。焼入れ温度を高くすると炭化物が少なくなるため耐食性が向上すると考えられますが、塩水噴霧試験ではそのような傾向は見られませんでした。
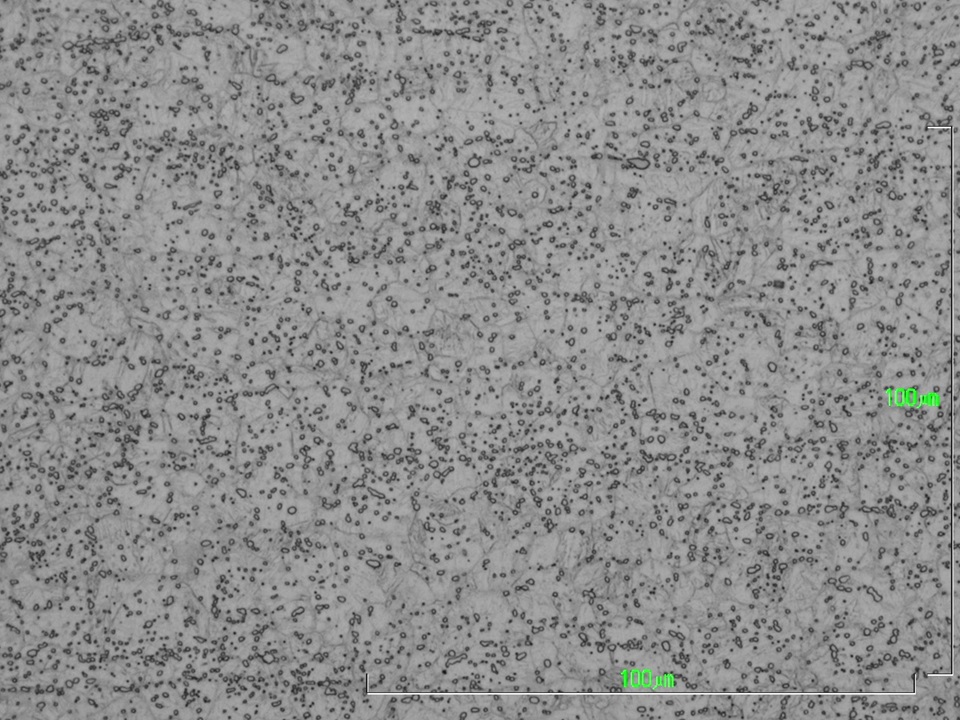
図3 焼入れ950℃油冷、焼戻し200℃空冷の金属組織
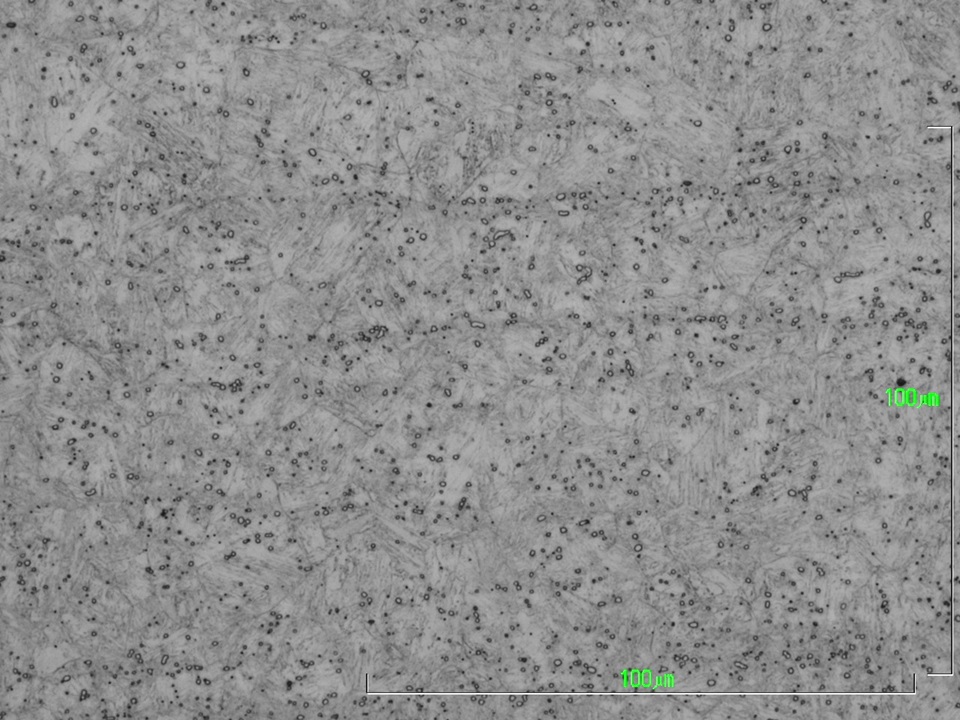
図4 焼入れ1050℃油冷、焼戻し200℃空冷の金属組織
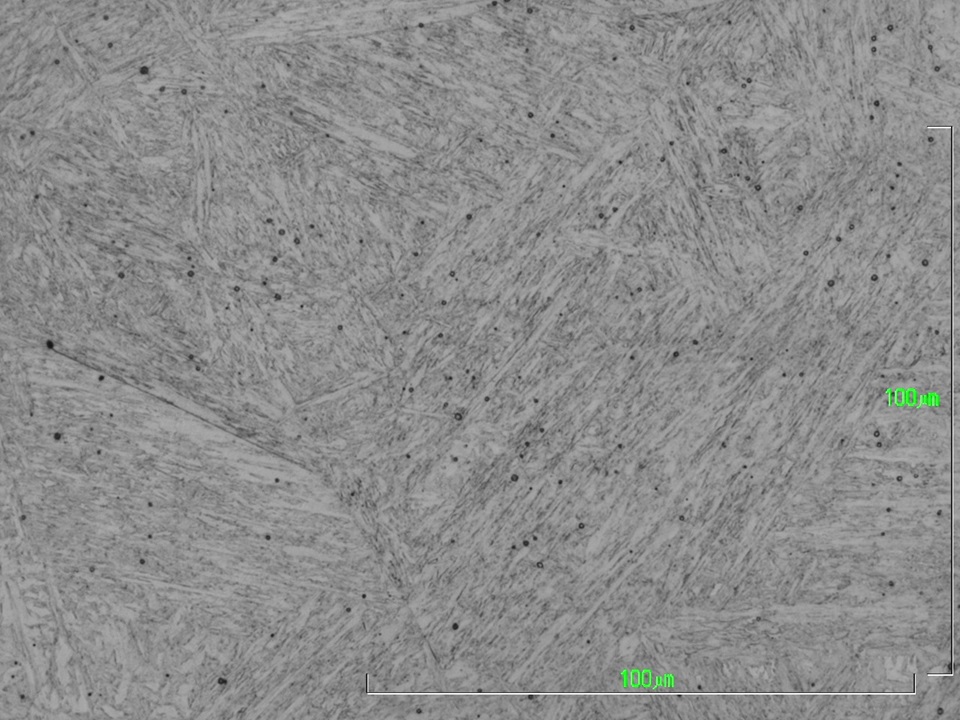
図5 焼入れ1150℃油冷、焼戻し200℃空冷の金属組織
③焼戻し温度を変えたときの金属組織
図6は1050℃で焼入れ後の金属組織です。基地組織はマルテンサイトで炭化物も見られます。
図7~13は1050℃で焼入れ後に種々の温度で焼戻したときの金属組織です。基地組織は焼戻しマルテンサイトになります。焼戻し温度が高くなるにしたがい、基地組織にコントラストが付いて見やすくなっていくことから、マルテンサイトの分解が進んでいると考えられます。塩水噴霧試験で錆が多く見られた焼戻し550℃の組織(図12)は、それより低い焼戻し温度の組織に比べて組織の分解がかなり進んだ様子が観察できます。
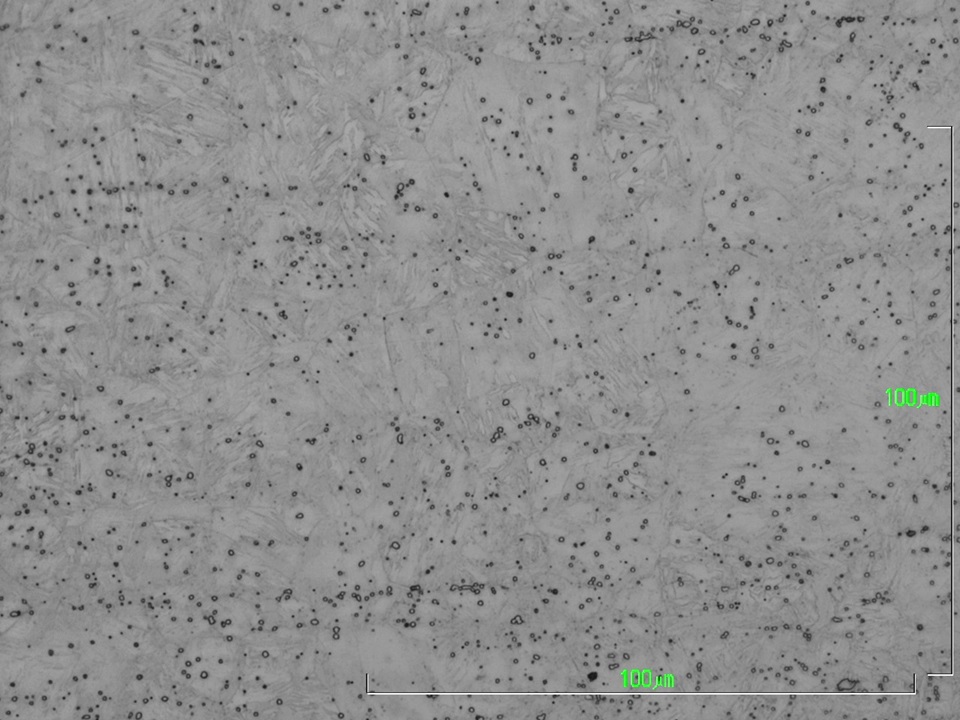
図6 焼入れ1050℃油冷(焼戻しなし)の金属組織
図7 焼入れ1050℃油冷、焼戻し200℃空冷の金属組織
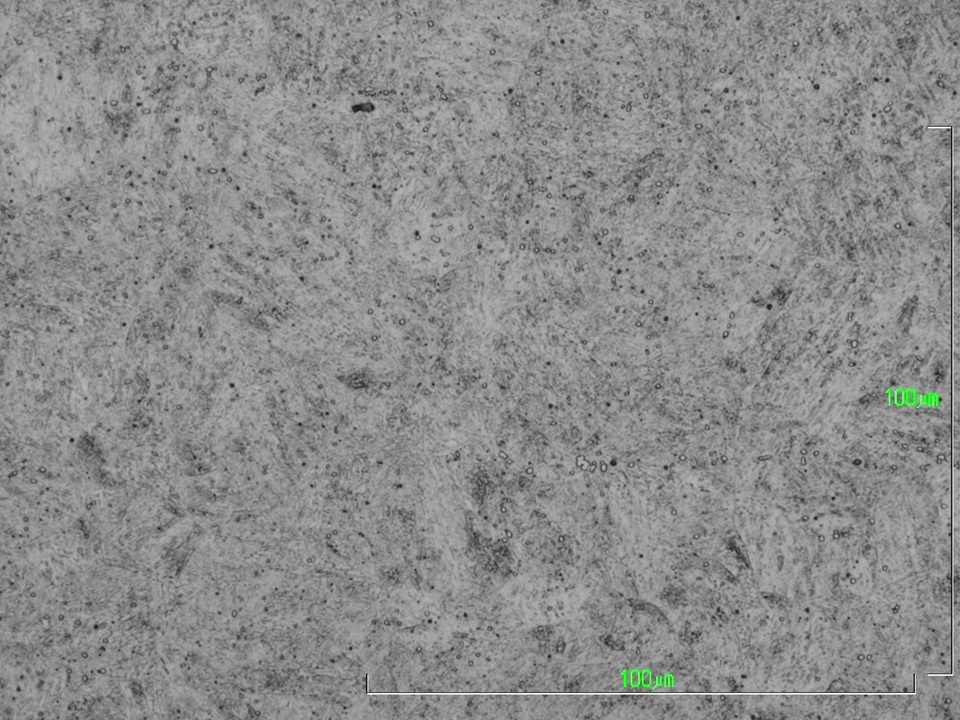
図8 焼入れ1050℃油冷、焼戻し300℃空冷の金属組織
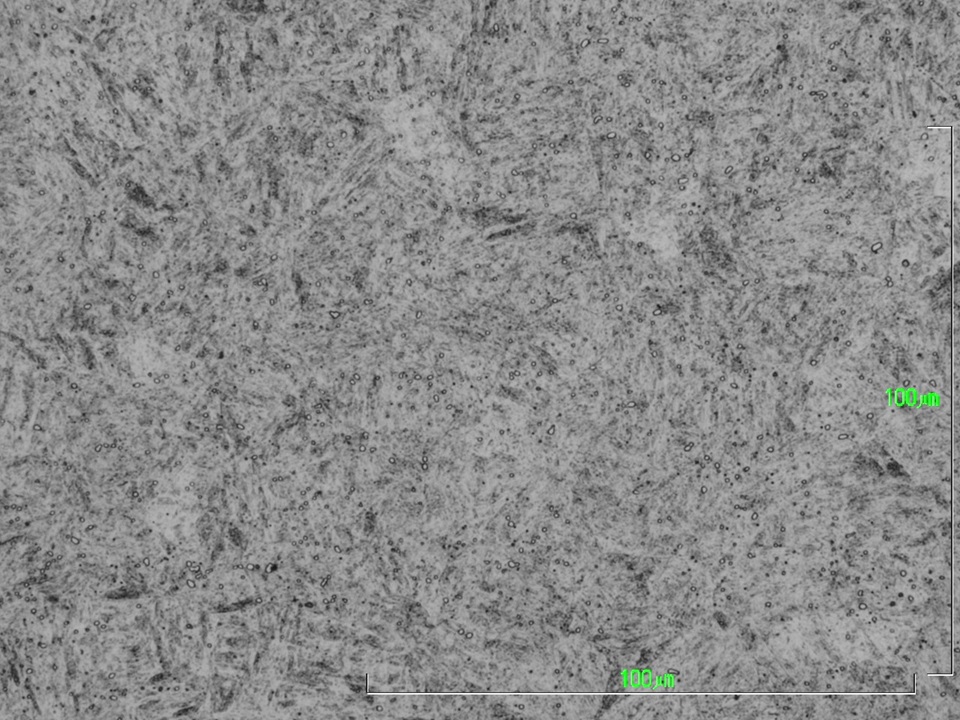
図9 焼入れ1050℃油冷、焼戻し400℃空冷の金属組織
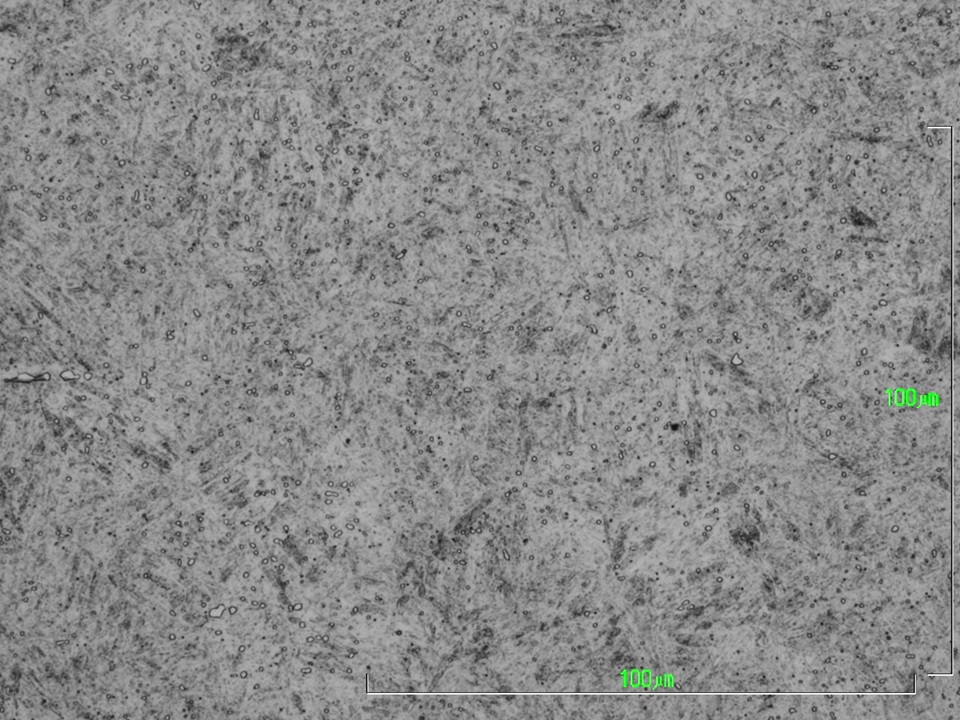
図10 焼入れ1050℃油冷、焼戻し450℃空冷の金属組織
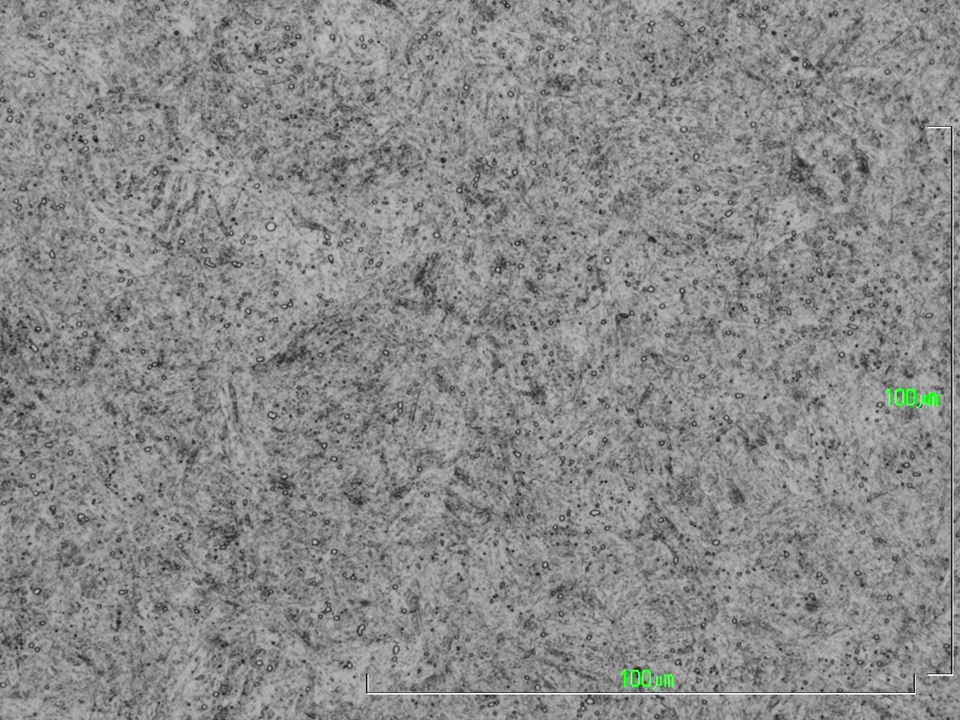
図11 焼入れ1050℃油冷、焼戻し500℃空冷の金属組織
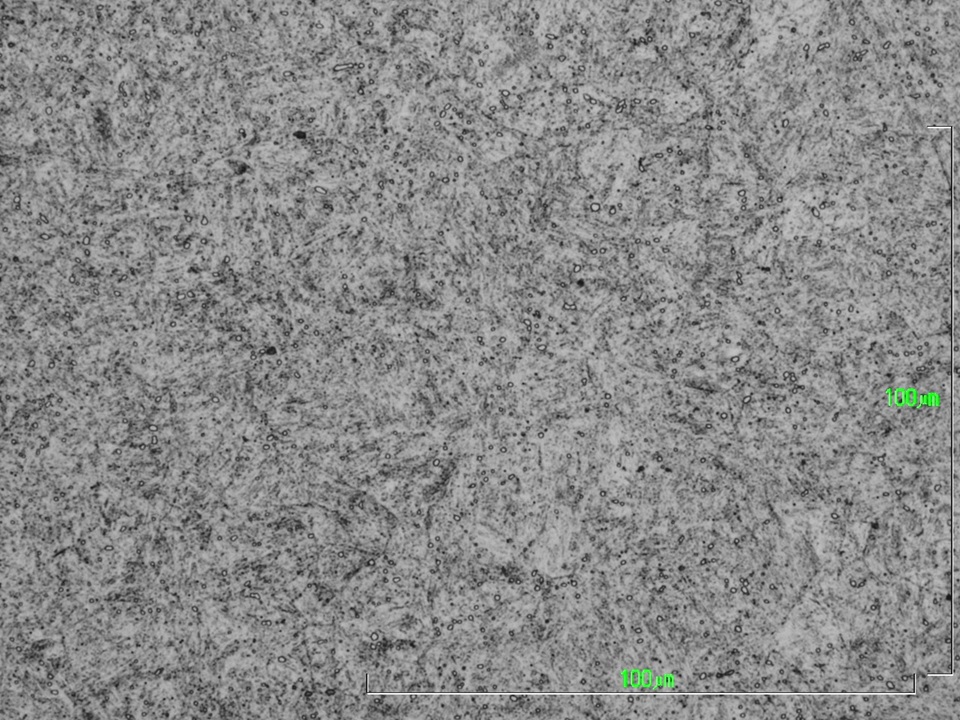
図12 焼入れ1050℃油冷、焼戻し550℃空冷の金属組織
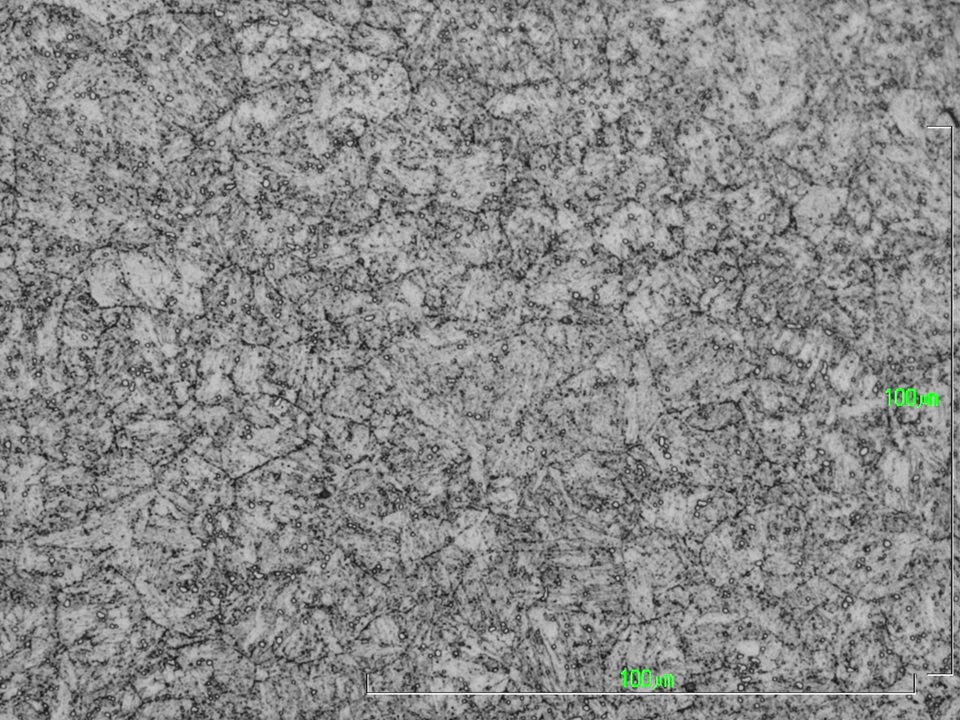
図13 焼入れ1050℃油冷、焼戻し600℃空冷の金属組織
④焼入れ時の冷却方法を変えたときの金属組織
図14と15は焼入れ時に油冷と空冷としたときの金属組織です。ここで、焼戻し温度は200℃としています。SUS420J2を焼入れすると、焼入れ時の冷却速度が小さくなるにしたがい、図15のように旧オーステナイト結晶粒界が見られるようになります。実験で用いた試験片は板厚2mmと薄いため、空冷しても冷却速度が比較的大きくなり、結晶粒界が明瞭に見える結果は得られませんでした。油冷と空冷で金属組織がさほど変わらないため、塩水噴霧試験の結果も同程度になったと考えられます。
図14 焼入れ1050℃油冷、焼戻し200℃空冷の金属組織
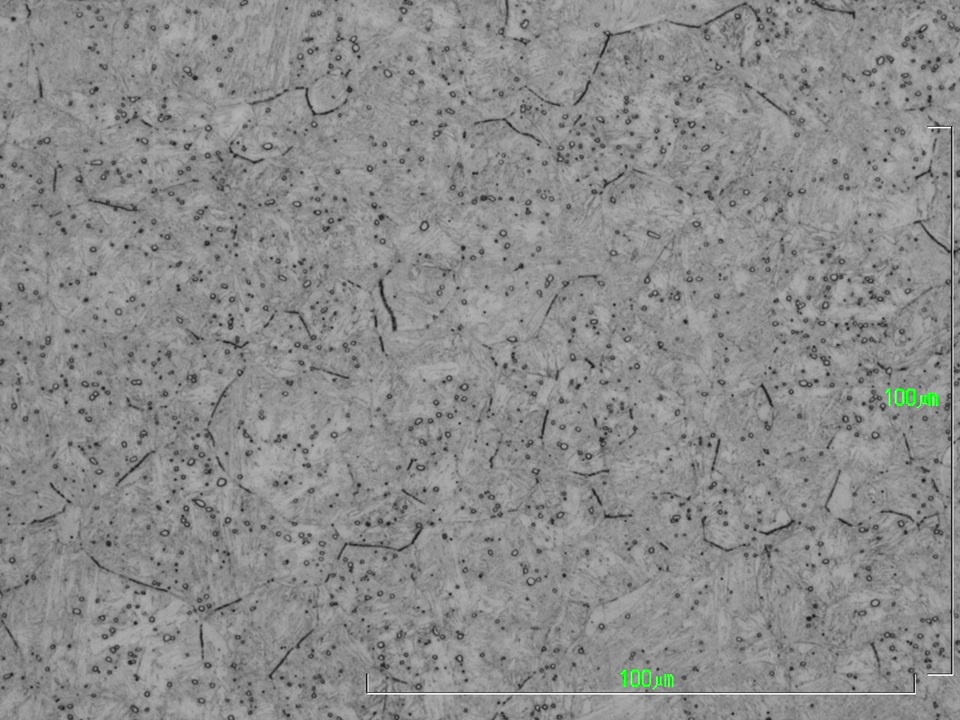
図15 焼入れ1050℃空冷、焼戻し200℃空冷の金属組織
|
問い合わせ:新潟県工業技術総合研究所 中越技術支援センター 斎藤 雄治 TEL:0258-46-3700 FAX:0258-46-6900 |