新潟県工業技術総合研究所は、工業系の技術支援機関です。
| Topページ > 機械・金属関係 技術トピックス > 非接触三次元形状測定機による寸法測定 |
図1に示すジグについて、穴径1および2と穴ピッチを測定しました。測定倍率は12倍および50倍とし、いずれの倍率についてもジグの上面にピントを合わせ、視野連結して測定しました。連結した視野数は、12倍は3視野、50倍は60視野となりました。得られた連結画像について、穴の縁を自動検出させて穴径と穴ピッチを測定しました。測定は10回繰り返して行い、平均とばらつきを表すt分布の95%信頼限界を求めて三次元測定機による測定値と比較しました。測定中の室温は22℃でした。
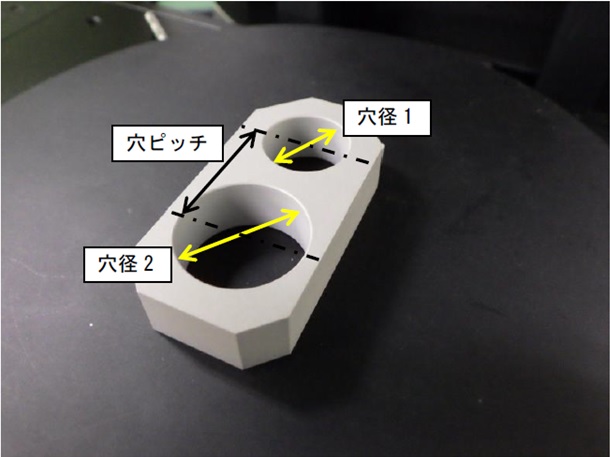
図1 ジグの測定①
測定結果を表1に示します。いずれの倍率についても測定値のばらつきが小さいことが分かります。また、三次元測定機による測定値と比較すると、倍率12倍は穴径1と穴径2がよく一致し、倍率50倍は穴径1と穴ピッチがよく一致していることが分かります。
表1 穴径と穴ピッチの平均値とその95%信頼限界
| 条件 | 穴径1, mm | 穴径2, mm | 穴ピッチ, mm |
| 倍率12倍 | 14.997±0.005 | 19.997±0.006 | 22.479±0.005 |
| 倍率50倍 | 14.998±0.002 | 20.012±0.004 | 22.500±0.003 |
| 三次元測定機による測定値 | 14.998 | 19.999 | 22.500 |
(2)ジグの測定②
図2に示すジグについて、面aとbの段差を測定しました。倍率は12倍と50倍とし、いずれの倍率についても面aでピントを合わせた位置からステージを5mm上昇させた位置(面aとbの中間位置)で測定しました。倍率12倍では1視野測定し、倍率50倍では30視野連結して測定しました。得られた連結画像について、面aを基準面としたときの面bの段差を測定しました。上記の測定を10回繰り返して行い、平均とばらつきを表すt分布の95%信頼限界を求めて三次元測定機による測定値と比較しました。測定中の室温は22℃でした。
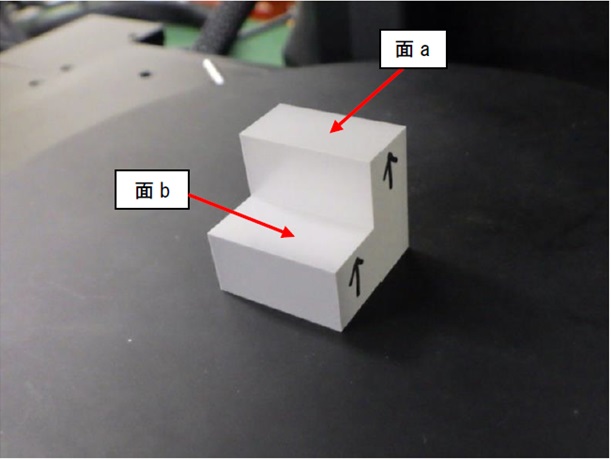
図2 ジグの測定②
測定結果を表2に示します。いずれの倍率についても測定値のばらつきがきわめて小さいことが分かります。また、三次元測定機による測定値との違いは、倍率12倍は6μm、倍率50倍は10μmとなりました。
表2 段差の平均値とその95%信頼限界
| 条件 | 面aに対する面bの段差, mm |
| 倍率12倍 | 9.996±0.000 |
| 倍率50倍 | 9.992±0.000 |
| 三次元測定機による測定値 | 10.002 |
(3)ブロックゲージの段差の測定
図3に示すリンギングした二個のブロックゲージ(校正値4.500 mmと10.000mm、ブロックゲージはいずれも0級)の面aとbの段差を3D形状測定機で測定しました。段差の測定は、基準面を面aとした場合と、面bとした場合について、それぞれ行いました。これらの測定は、基準面とする面にピントを合わせた位置で、倍率12倍で行いました。上記の測定を10回繰り返して行い、平均とばらつきを表すt分布の95%信頼限界を求めてブロックゲージの校正値と比較しました。室温は22℃でした。
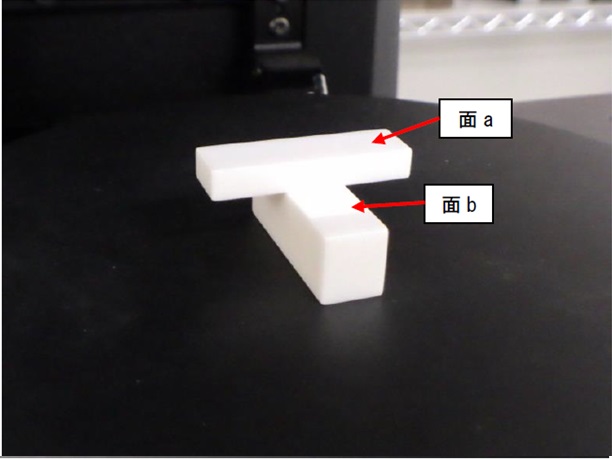
図3 ブロックゲージの段差の測定
測定結果を表3に示します。いずれの倍率についても測定値のばらつきが小さいことが分かります。校正値との違いは4μm以下でした。
表3 段差の平均値とその95%信頼限界
| 条件 | 基準面を面aとした場合 | 基準面を面bとした場合 |
| 倍率12倍 | 4.496±0.000 | 4.497±0.000 |
| ブロックゲージの校正値 | 4.500 | |
|
問い合わせ:新潟県工業技術総合研究所 中越技術支援センター 斎藤 雄治 TEL:0258-46-3700 FAX:0258-46-6900 |