新潟県工業技術総合研究所は、工業系の技術支援機関です。
| Topページ > 機械・金属関係 技術トピックス > 高周波焼入れした炭素鋼S45Cの金属組織と硬さ |
高周波焼入れを行う鋼材の種類としては、炭素鋼(S45Cなど)や低合金鋼(SCM435など)が挙げられます。同じ鋼材で比較した場合、高周波焼入れは全体焼入れに比べて高い硬度が得られます。
ここで、高周波焼入れにおいては、焼入れ後の硬さや金属組織は焼入れ前の金属組織に大きく影響を受ける1)~3)ため、少し専門的になりますが、高周波焼入れに適した金属組織について説明します。まず、焼入れ全般に言えることですが、焼入れで必要な硬さを得るには、焼入れ温度に加熱されたときにオーステナイトに炭化物が固溶される必要があります。ただし、オーステナイトに炭化物が固溶するには時間を要します。固溶に要する時間は、球状炭化物(球状化焼鈍しで生成)、板状炭化物(焼鈍しで生成)、微細板状炭化物(焼ならしで生成)、微細粒状炭化物(調質で生成)の順に短くなります。つまり、高周波焼入れに最も適した金属組織は、調質で得られる微細粒状炭化物となります。高周波焼入れ前に調質を行うことが多いのはこのためです。
しかし、高周波焼入れ前に調質するにもコストがかかるため、調質を省略して高周波焼入れする場合もあります。この場合、焼入れ前の金属組織は球状炭化物や板状炭化物などの状態で存在することになり、十分な焼入れ硬さが得られなかったり、焼入れによる硬化層の硬さや金属組織にばらついたりすることがあります。
今回はこのことを確認するため、生材の炭素鋼に高周波焼入れを行い、金属組織や硬さにばらつきがみられるかを調べました。さらに、専用の腐食液でエッチングして旧オーステナイト結晶粒の観察も行いました。この実験は令和2年10月に行ったものです。
その後、図1に示す位置から試料A(高周波焼入れのまま)とB(高周波焼入れ+焼戻し)を採取して、横断面のビッカース硬さ試験および金属組織観察を行いました。金属組織観察に用いた腐食液は
①硝酸-アルコール溶液(配合:HNO3 5ml、エチルアルコール100ml)
②AGSエッチング液 (株)三啓製
です。硬さ試験と金属組織観察を行った位置を図2に矢印で示します。
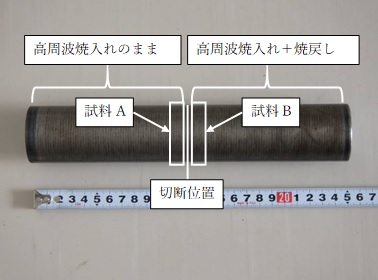
図1 供試材の切断位置、試料の採取位置
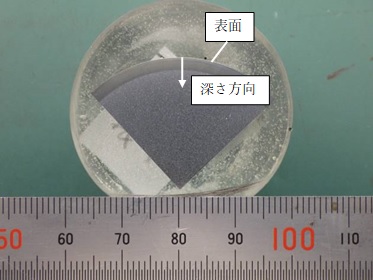
図2 硬さ試験・金属組織観察を行った位置(矢印)
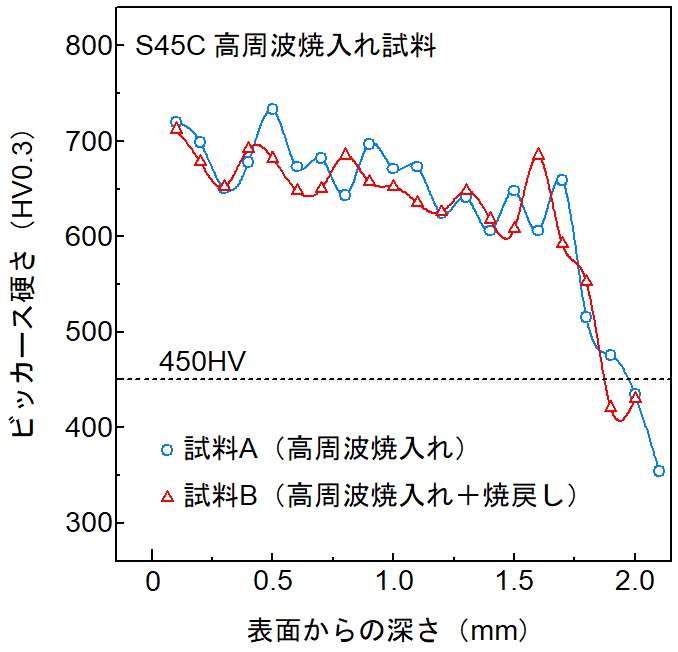
図3 表面から深さ方向のビッカース硬さ
次に金属組織観察の結果を示します。腐食液を硝酸-アルコール溶液としたときの結果を図4と図5に示します。図4は試料A、図5は試料Bの結果です。各図において、アは硬化層全体を観察したもので、イ~カは硬化層の種々の深さの位置を観察したものです。また、キは硬化層と生材の境界で、クは生材を観察したものです。アにおいて、中央の縦方向に見られる細かい点はビッカース硬さ試験による圧痕です。
ここで、図4の試料Aの組織について解説します。表面付近のイは均一なマルテンサイト組織になっています。しかし、表面からの深さが0.5mmのウではマルテンサイト組織の周りに黒色の組織が見られます。1.0mmのエでは黒色の組織が濃くなり、黒色の組織の中には白色の組織(フェライト組織)が見られるようになります。1.5mmのオと2.0mmのカではフェライト組織の量が増えています。なお、生材クではフェライト組織とパーライト組織が見られ、境界キではカとクで見られる金属組織が確認できます。
いま、ウ~カの組織をクの組織を比較すると、黒色の組織やフェライト組織が見られる位置は高周波焼入れ前はフェライト組織であったことが推測できます。フェライト組織は短時間の加熱ではオーステナイト組織に変態せずフェライト組織のまま残存しやすく、たとえフェライト組織からオーステナイト組織に変態したとしても、短時間の加熱ではその位置に周囲からの炭素が十分に拡散してこないため焼きが入りにくく、硬度の低いマルテンサイト組織や微細パーライト組織になりやすいと考えられます。黒色の組織には、このような硬度が低いマルテンサイト組織や微細パーライト組織からなっていると考えられます。図3に示した断面硬さが細かい増減を繰り返したのは、硬度の低いマルテンサイト組織やフェライト組織などの軟らかい組織の位置の硬さを試験する場合があるためと考えられます。なお、高周波焼入れ前に調質を行い、金属組織を細かく均一にすれば、このような硬さや金属組織のばらつきを小さくすることが可能です。
図5の試料Bの組織については、図4の試料Aの組織に比べて黒色の組織が不明瞭になっていることが分かります。これは、焼戻しにより金属組織の均質化が進んだためと考えられます。
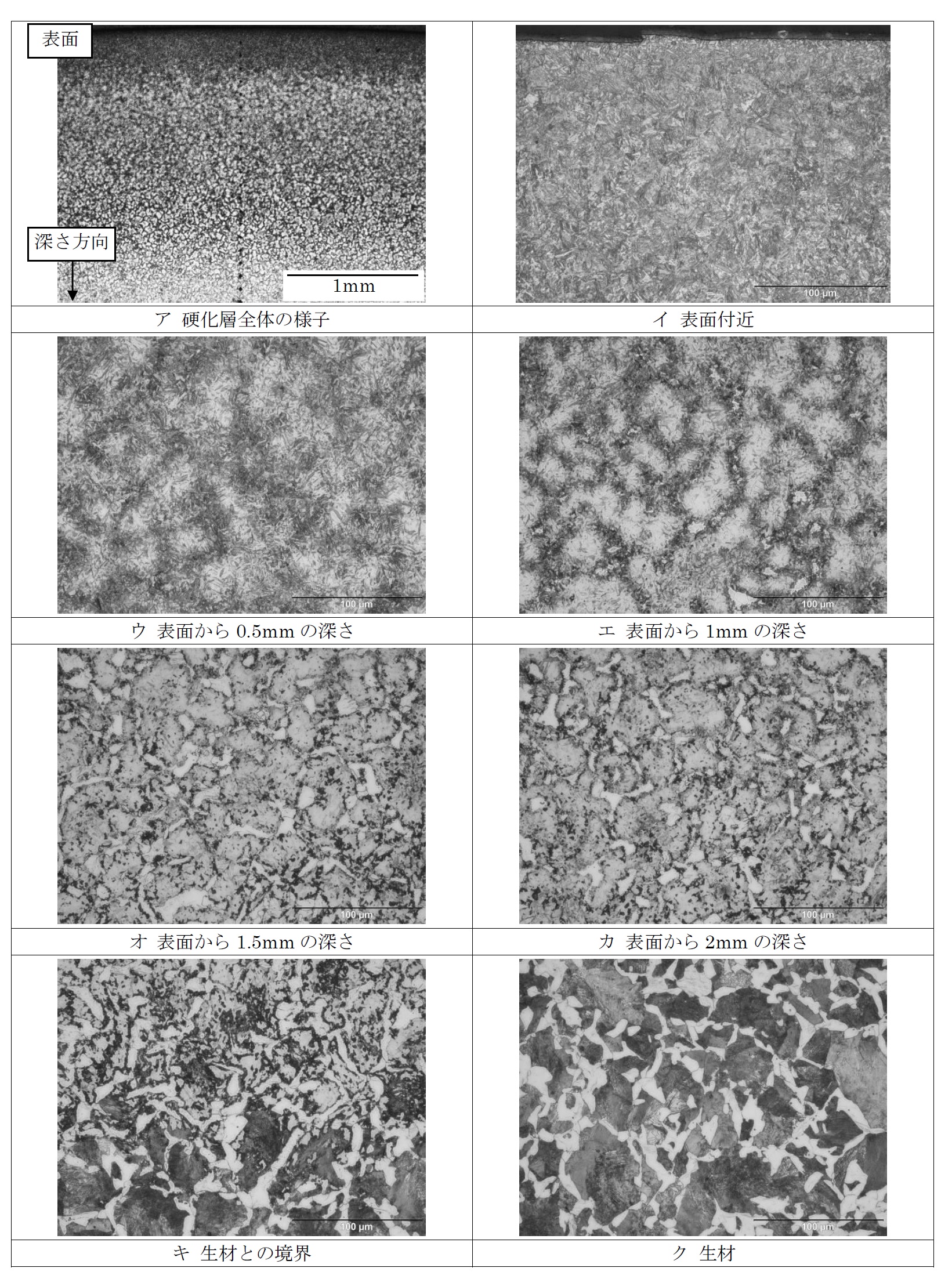
図4 試料Aの金属組織(硝酸-アルコール溶液で腐食)
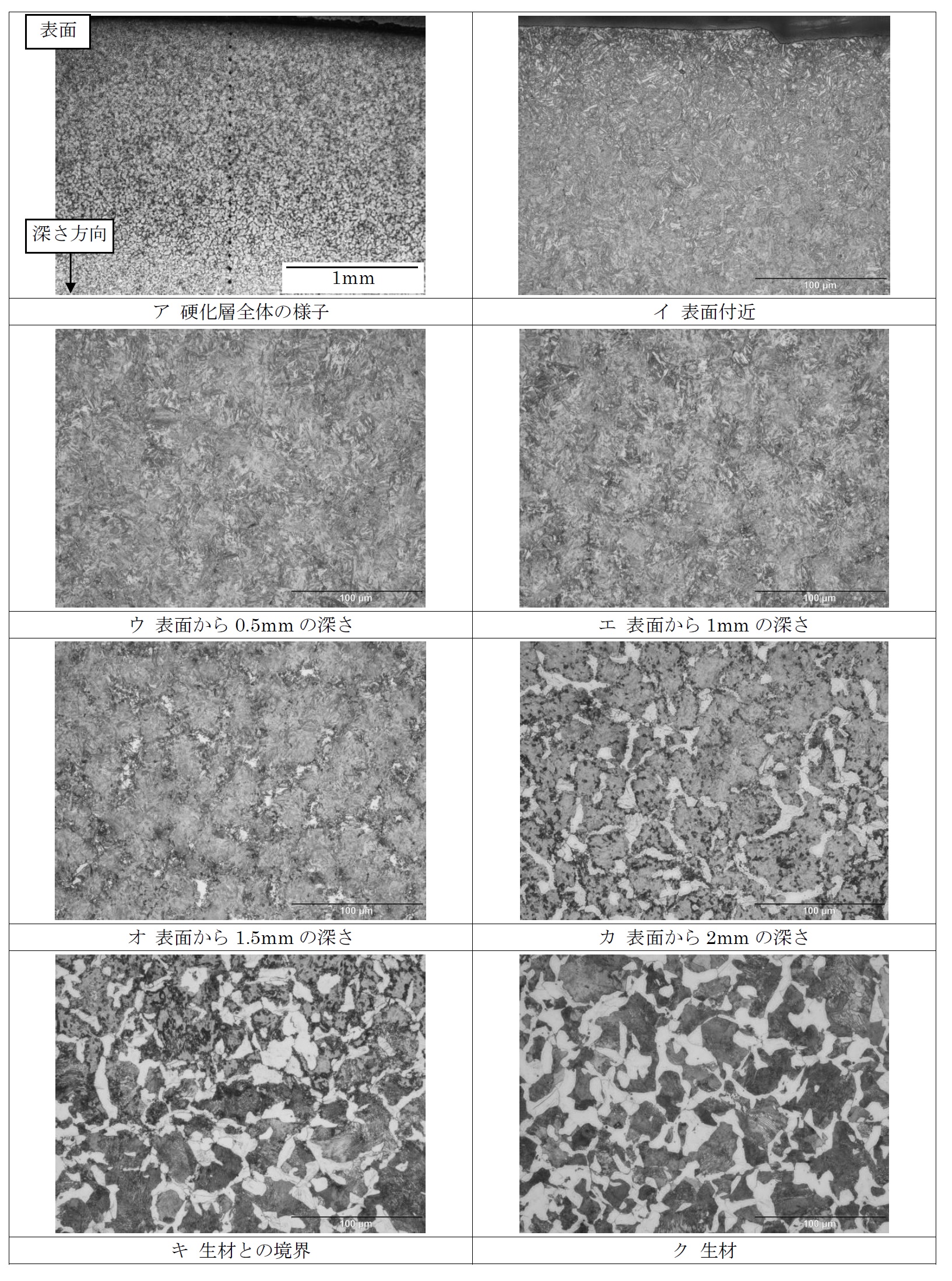
図5 試料Bの金属組織(硝酸-アルコール溶液で腐食)
腐食液をAGSとしたときの結果を図6と図7に示します。図6は試料A、図7は試料Bの結果です。各図において、ア~エは硬化層の種々の深さの位置を観察したもので、オは生材を観察したものです。ア~エの硬化層においては、不明瞭ながらも旧オーステナイト結晶粒界が観察されています。また、オの生材においては、硬化層に見られるような旧オーステナイト結晶粒界は観察されず、硝酸-アルコール溶液で腐食した場合と同様にフェライトとパーライトが観察されています。
図6と図7から、結晶粒の大きさは、表面付近と0.5mmの深さでは同じくらいの大きさで、1mmの深さではやや小さくなり、1.5mmの深さではさらに小さくなることが分かります。表面付近の結晶粒径は20~30μmであることから、表面付近の粒度番号は7~8と推定できます。
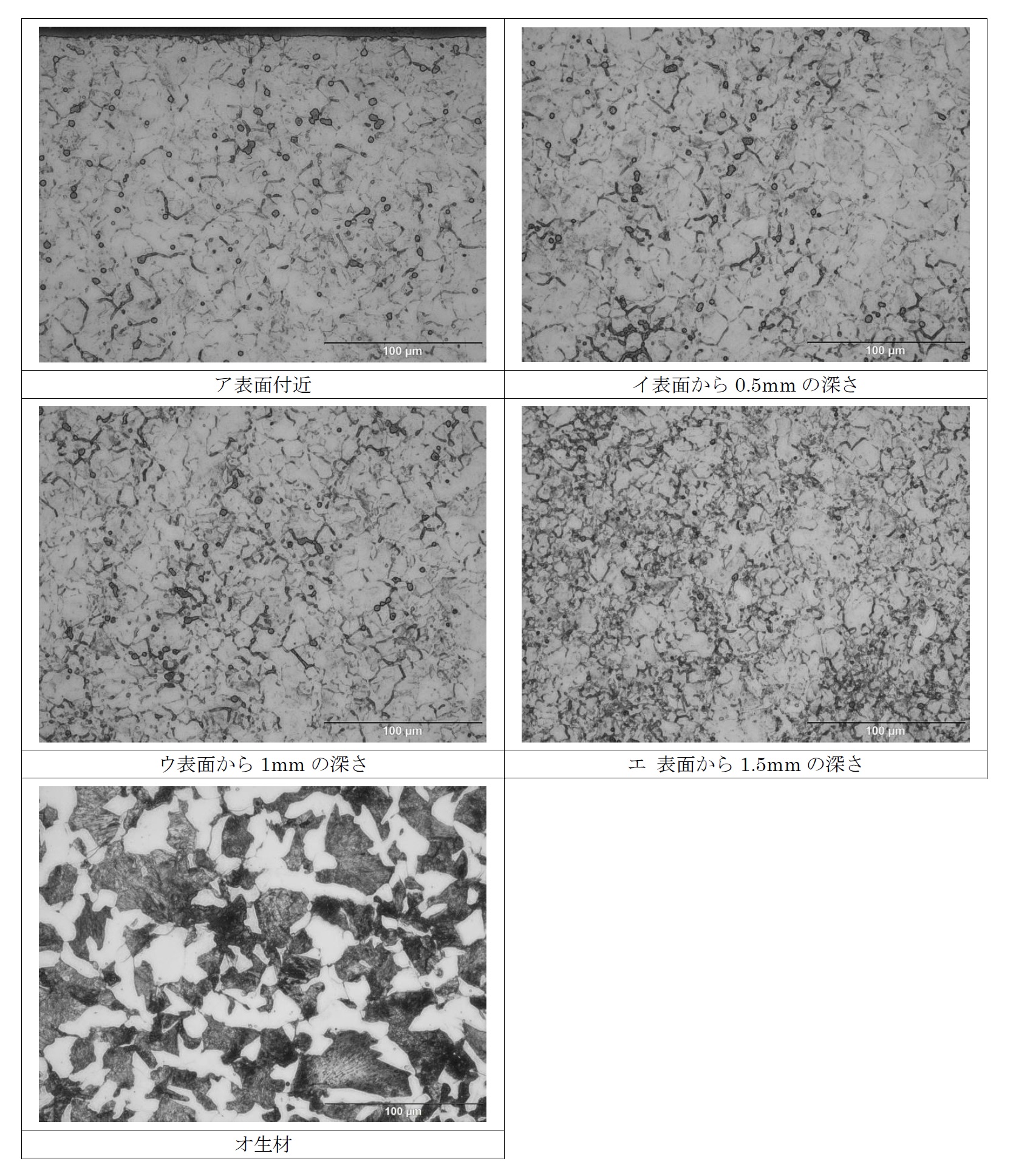
図6 試料Aの金属組織(AGSで腐食)

図7 試料Bの金属組織(AGSで腐食)
1) 鋼の熱処理 改訂5版, 1989年, 27~28ページ, 丸善(株).
2) 山方, よくわかる最新熱処理技術の基本と仕組み, 2014年, 140~141ページ, (株)秀和システム.
3) 仁平, 最新熱処理のしくみと技術, 2017年, 126~127ページ, (株)ナツメ社.
4) 日本規格協会, JIS G 0559(2019) 鋼の炎焼入及び高周波焼入硬化層深さ測定方法.
|
問い合わせ:新潟県工業技術総合研究所 中越技術支援センター 斎藤 雄治 TEL:0258-46-3700 FAX:0258-46-6900 |