新潟県工業技術総合研究所は、工業系の技術支援機関です。
| Topページ > 機械・金属関係 技術トピックス > 【県央技術トピックス】SUS440Cの硬さと金属組織 |

県央技術支援センター 主任研究員 斎藤 雄治
SUS440Cは、炭素を約1%、クロムを約17%含んだマルテンサイト系のステンレス鋼です。この鋼は焼入焼戻しによって、前回紹介したSUS420J2に比べて高強度、高硬度にすることができるため、特に強度や硬度を要する機械部品や刃物などに使われています。今回は、種々の温度で焼入後に低温焼戻しを行ったSUS440Cについて、硬さと金属組織を調べた結果を紹介します。なお、この試験は平成26年8月に実施したものです。
(株)ミツトヨ製 ロックウェル硬度計 HR-521
(株)ニコンインステック製 倒立型金属顕微鏡 TME3000U-NR型
焼戻し…180℃に2時間保持後、空冷(低温焼戻し)
(配合:塩化第二鉄10g、塩酸30ml、蒸留水120ml)で腐食して
金属顕微鏡で観察
金属組織の観察結果を図1に示します。大きさが数μm~40μm程度の炭化物が見られます。SUS440Cなど高炭素量のマルテンサイト系ステンレス鋼においては、SUS420J2には見られない比較的大きな炭化物が見られることがあります。また、基地組織はフェライトになっています。場所により基地組織の色に濃淡が見られるのは、フェライトの結晶方位の違いによるためと考えられます。
まず、供試材を種々の焼入温度で焼入れおよび焼入焼戻ししたロックウェル硬さの試験結果を図2に示します。焼入後と焼入焼戻後のいずれについても、焼入温度1050℃のときに最高硬さになりました。焼入温度1050℃の硬さに比べて、焼入温度1100℃ではやや低下し、焼入温度1150℃では大きく低下していることがわかります。
次に、供試材を種々の焼入温度で焼入後に焼戻しした金属組織の観察結果を図3~図8に示します。前回紹介したSUS420J2の結果と同様に、焼入温度が高いほど炭化物の量が少なくなっていることがわかります。
ここで、炭化物の量が少ないということは、基地組織に炭素が取り込まれていることを意味します(固溶といいます)。基地組織中の炭素が多過ぎると、焼きが入りにくくなり、残留オーステナイトという組織が多く見られるようになります。図8に示した焼入温度1150℃の組織は他の焼入温度の組織とは異なって見えますが、これは、残留オーステナイトが多く存在しているためと考えられます。
なお、金属組織写真において、炭化物の一部が黒くなっていますが、これは試料調整(研磨や腐食)の際に脱落した部分と考えられます。
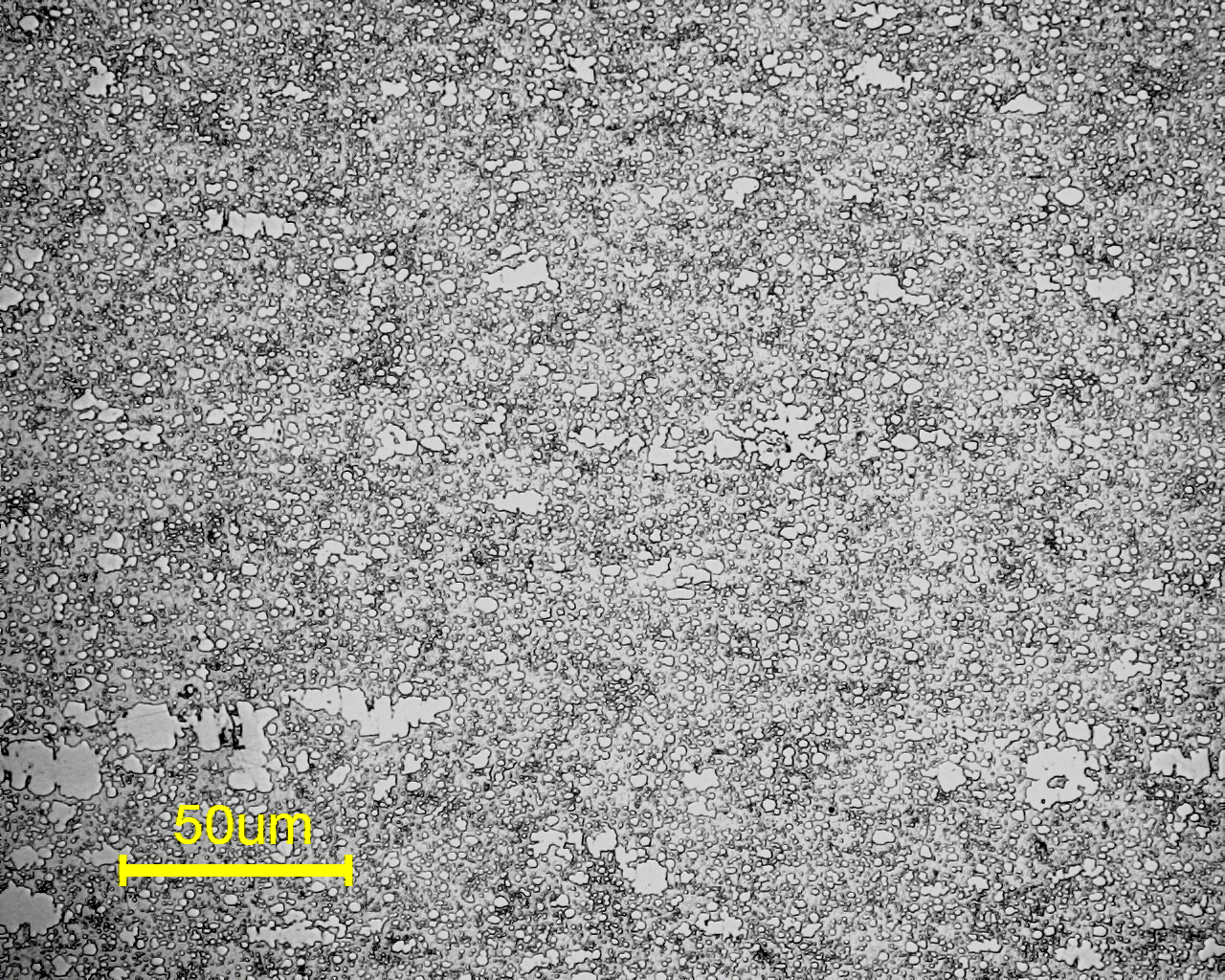 図1 供試材(フェライト、炭化物) |
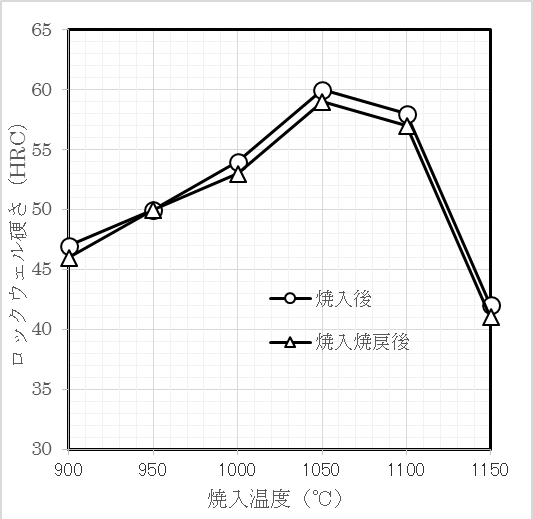 図2 種々の焼入温度に対する硬さ |
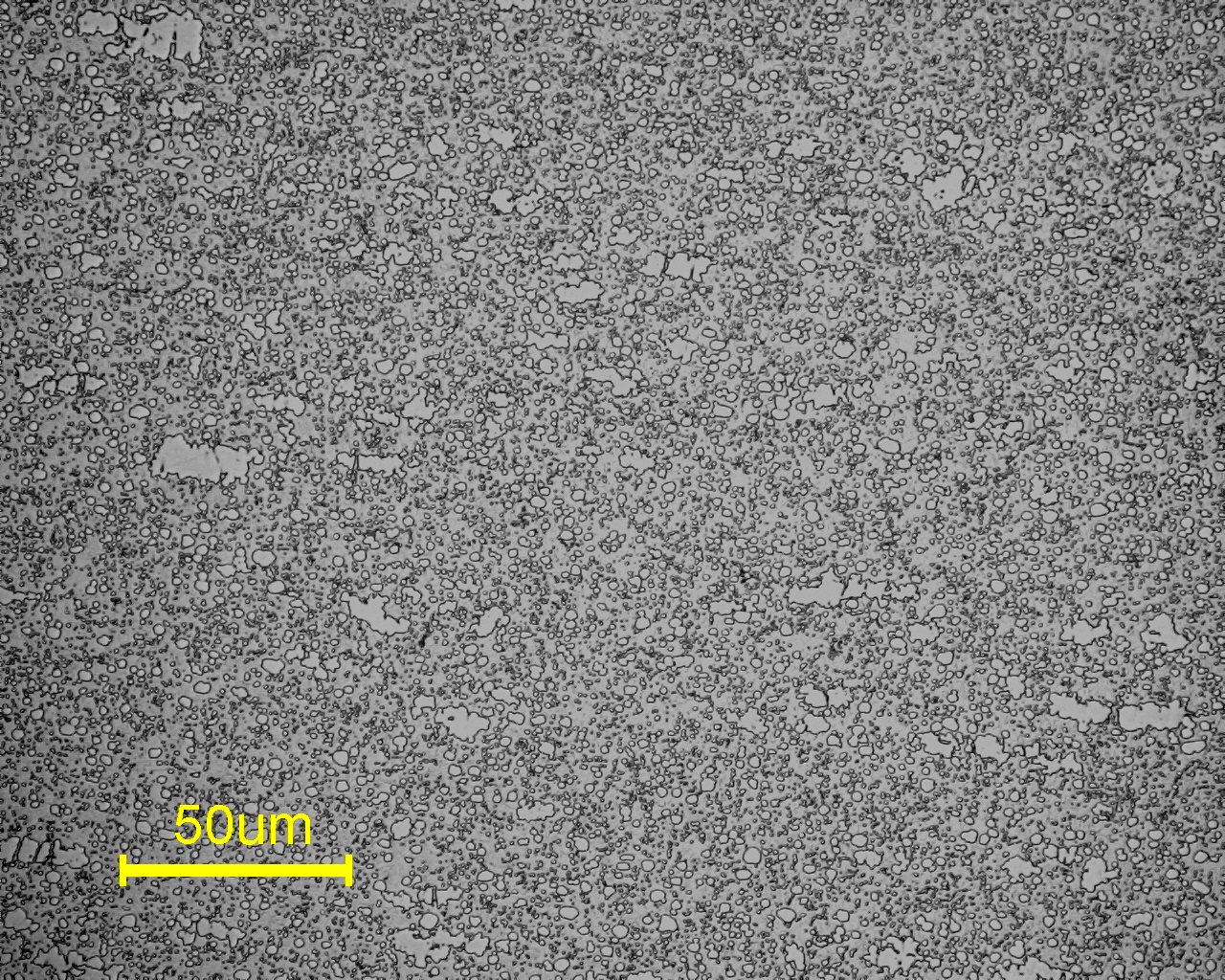 図3 焼入れ:900℃に10分保持後、空冷 焼戻し:180℃に2時間保持後、空冷 |
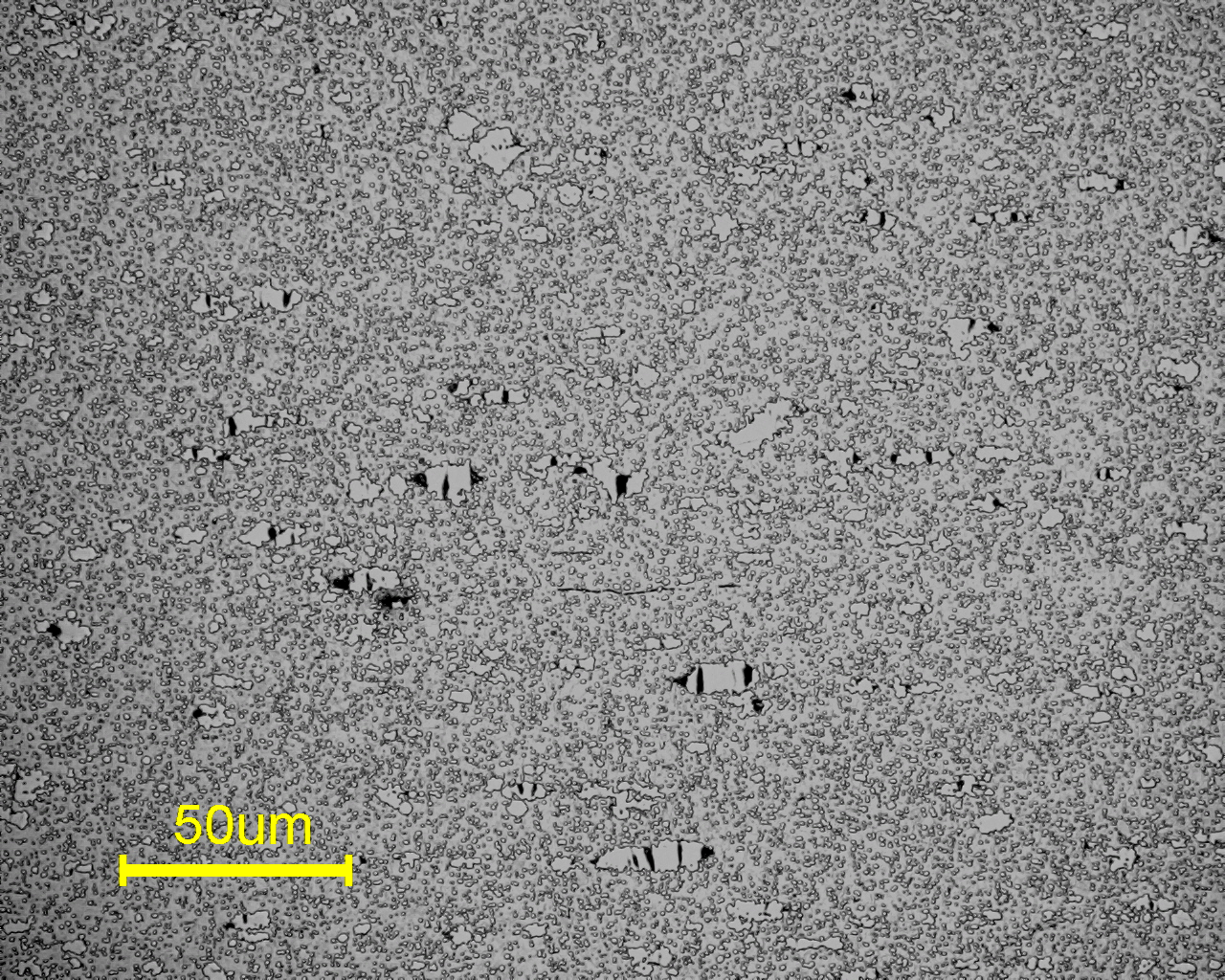 図4 焼入れ:950℃に10分保持後、空冷 焼戻し:180℃に2時間保持後、空冷 |
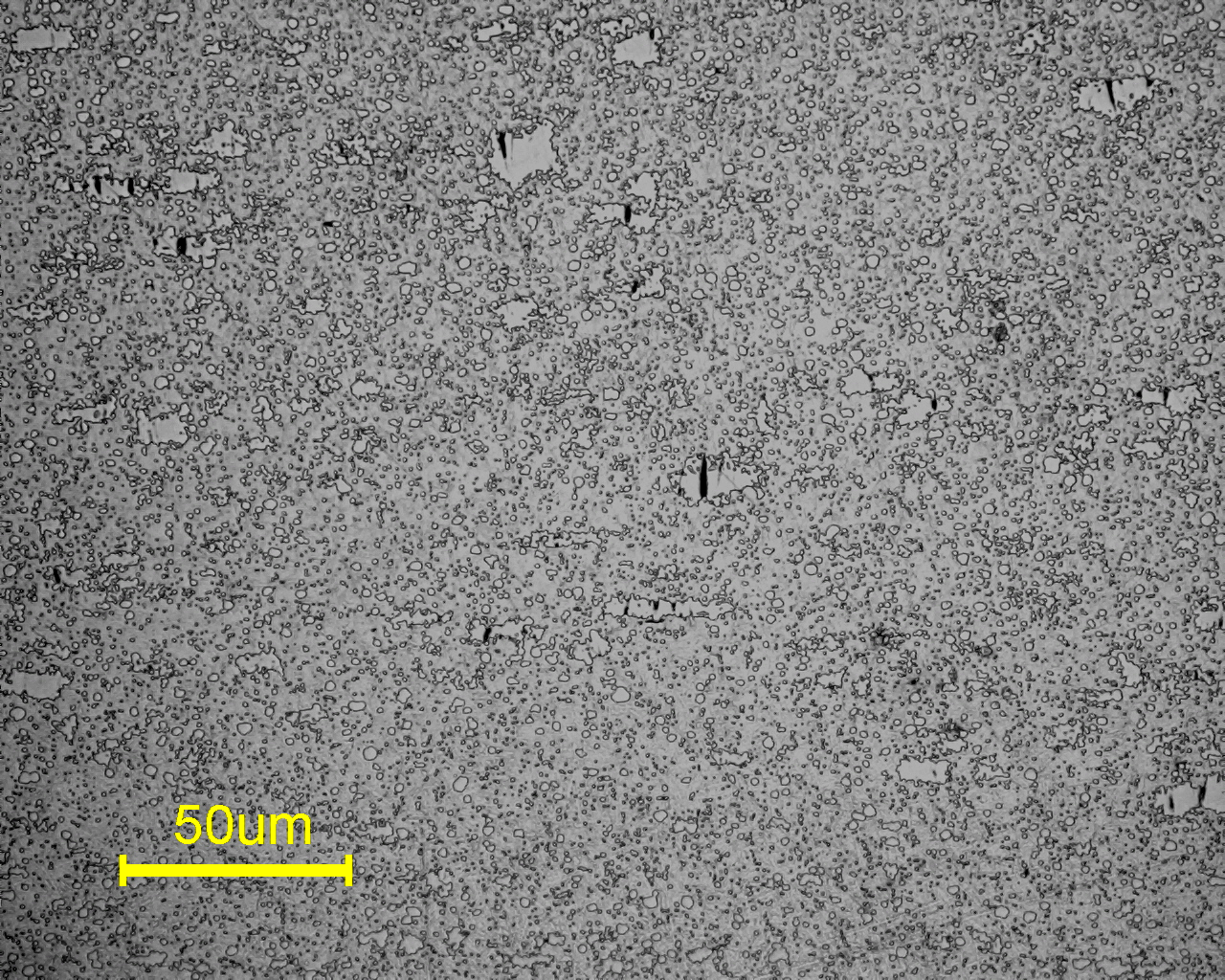 図5 焼入れ:1000℃に10分保持後、空冷 焼戻し:180℃に2時間保持後、空冷 |
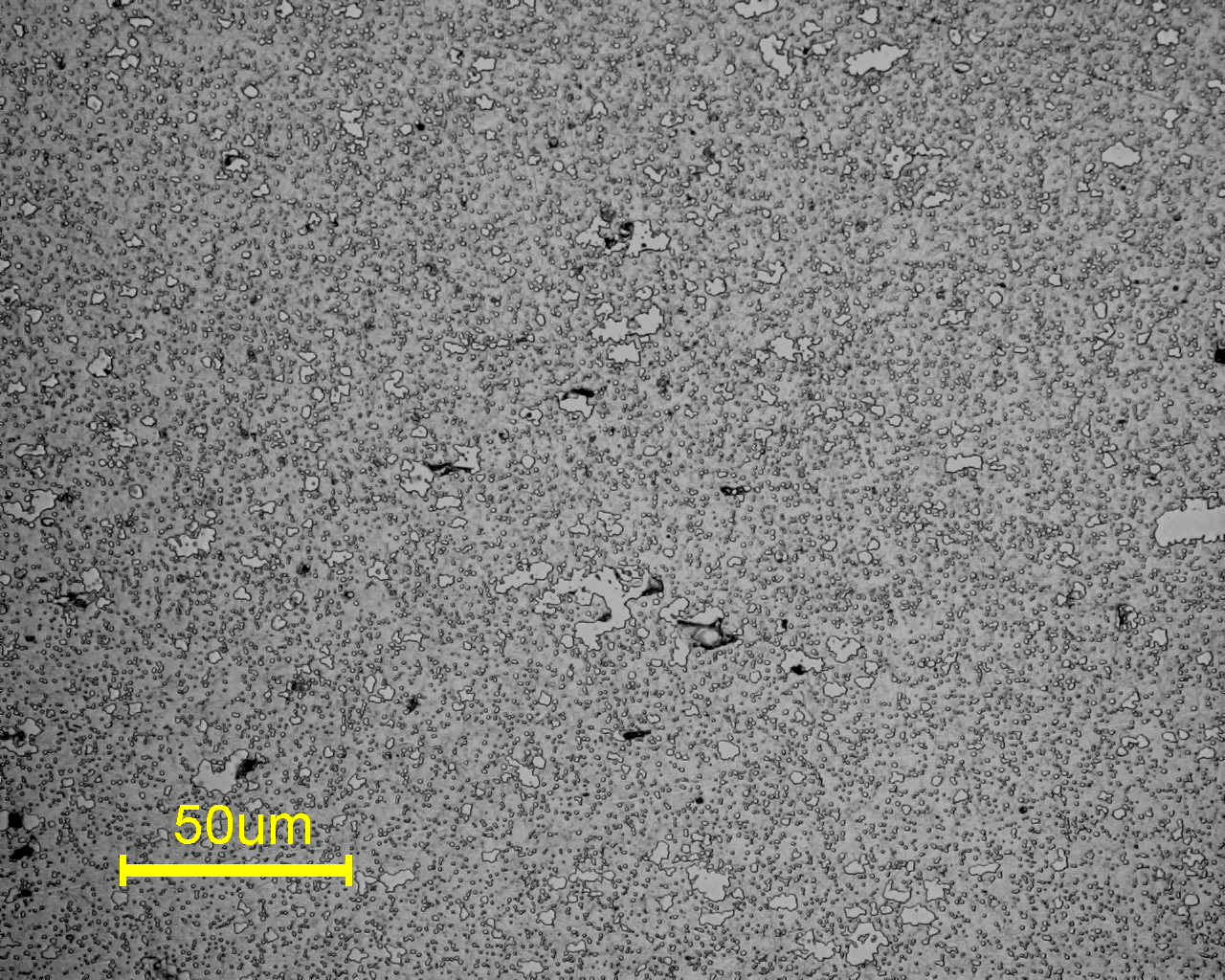 図6 焼入れ:1050℃に10分保持後、空冷 焼戻し:180℃に2時間保持後、空冷 |
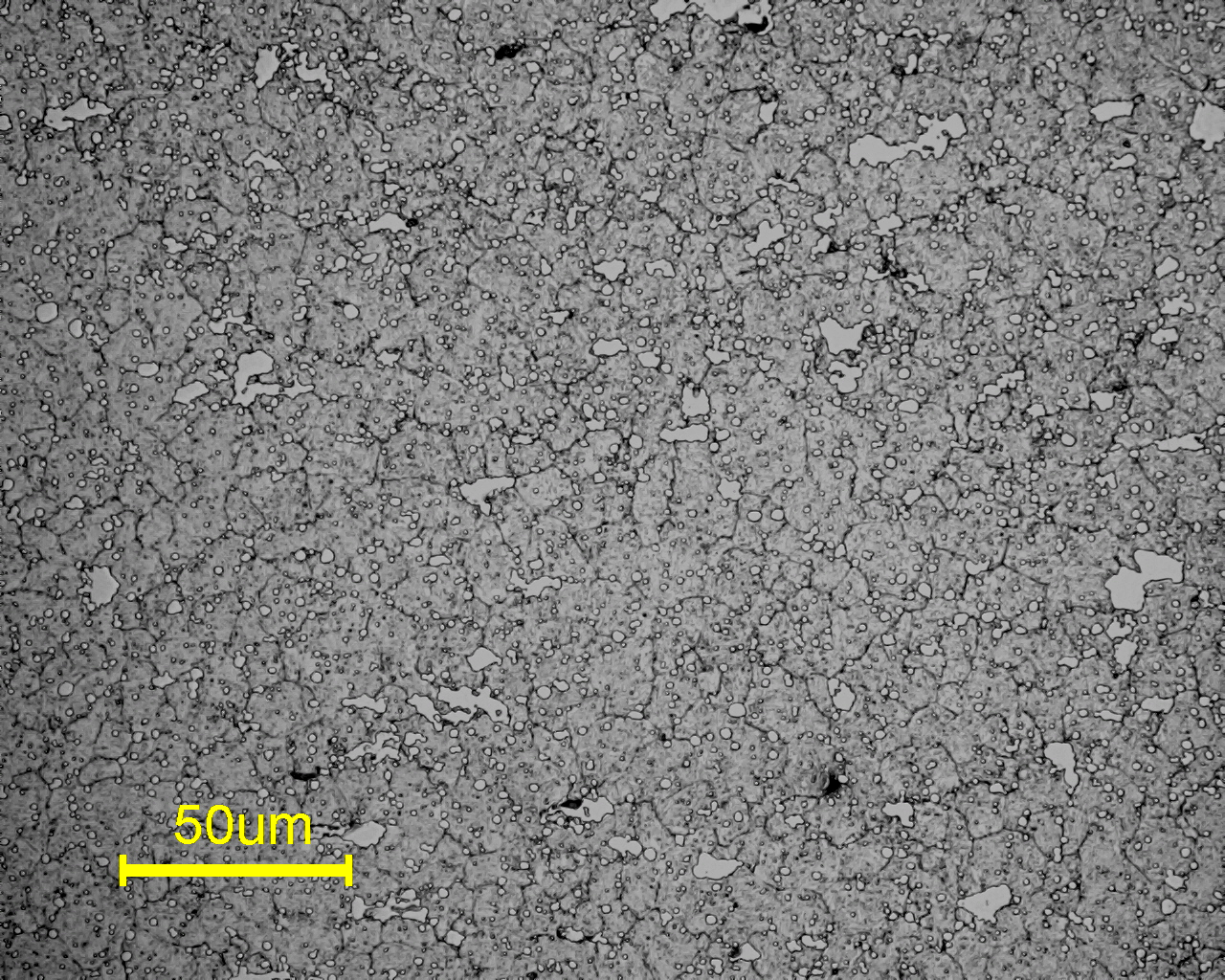 図7 焼入れ:1100℃に10分保持後、空冷 焼戻し:180℃に2時間保持後、空冷 |
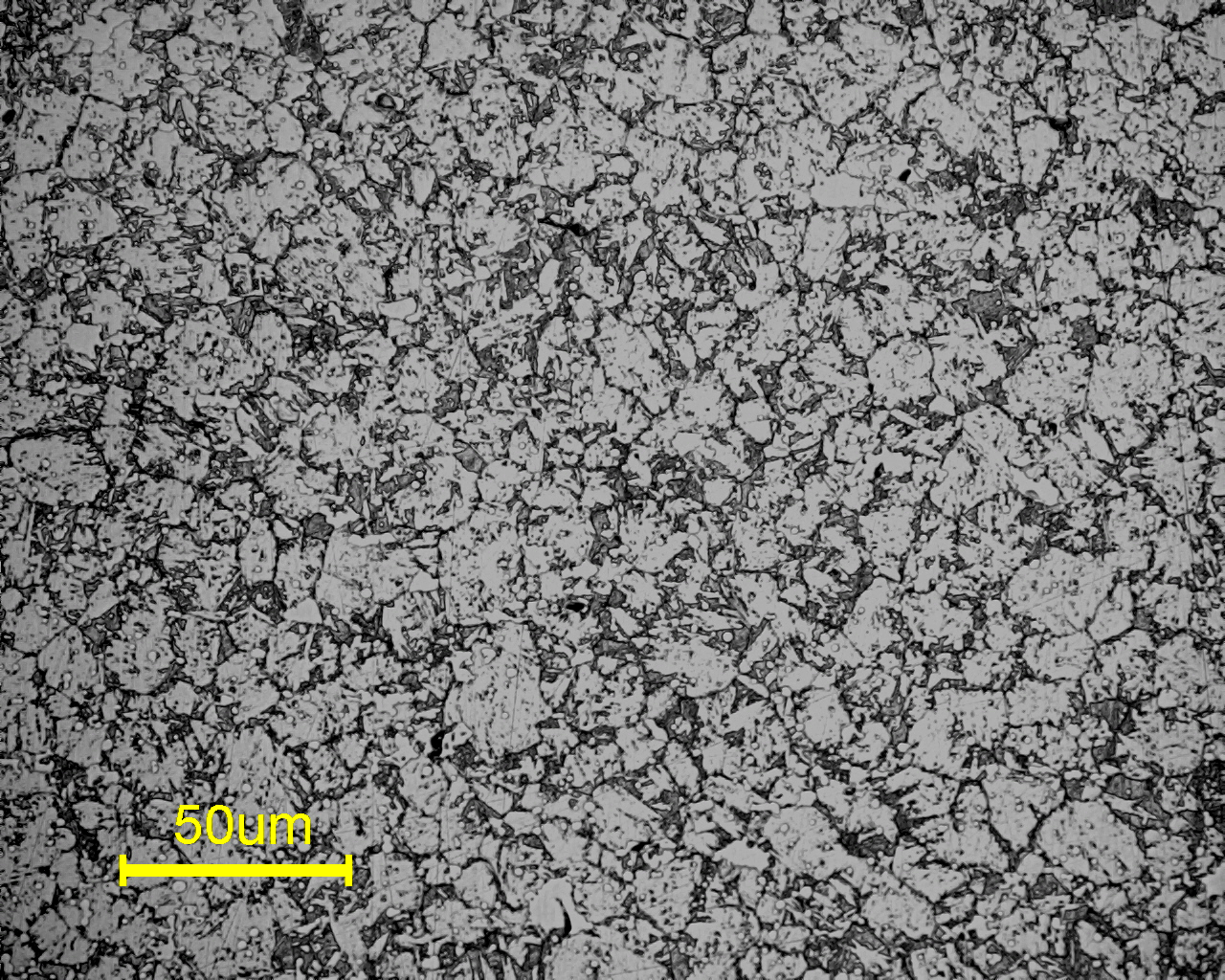 図8 焼入れ:1150℃に10分保持後、空冷 焼戻し:180℃に2時間保持後、空冷 |
| お問い合わせ 新潟県工業技術総合研究所 県央技術支援センター TEL 0256-32-5271 |