新潟県工業技術総合研究所は、工業系の技術支援機関です。
| Topページ > 機械・金属関係 技術トピックス > X線回折における残留オーステナイト体積率のばらつきについて |
これまで残留オーステナイトの測定値のばらつきを求める準備として、前々回と前回のトピックで積分強度のばらつきの大きさを求める方法を紹介しました。
今回はこれらの結果を使って残留オーステナイト体積率のばらつきの大きさを求める方法を紹介します。
式(2)において$\partial \gamma/\partial I_\alpha$、$\partial \gamma/\partial I_\gamma$を計算すると \[ \frac{\partial \gamma}{\partial I_\alpha}=-\frac{RI_\gamma}{(RI_\alpha+I_\gamma)^2} \tag{3} \] \[ \frac{\partial \gamma}{\partial I_\gamma}=\frac{RI_\alpha}{(RI_\alpha+I_\gamma)^2} \tag{4} \] となります。式(3)と(4)を式(2)に代入して \[ \sigma^2_\gamma=\frac{R^2}{(RI_\alpha+I_\gamma)^4} (I^2_\gamma\sigma^2_{I_\alpha}+I^2_\alpha\sigma^2_{I_\gamma}) \tag{5} \] を得ます。
式(5)において、$\alpha$相と$\gamma$相のX線強度すなわちプリセットタイムをそれぞれ$k$倍にすると、$R$は変わりませんが、$I_\alpha$と$I_\gamma$は$k$倍になり、$\sigma_{I_\alpha}$と$\sigma_{I_\gamma}$は$\sqrt{k}$倍になるため、$\sigma_\gamma$は$1/\sqrt{k}$倍になることが分かります。
実験装置には、(株)リガク製 X線応力測定装置 PSPC-MSF-3M を用いました。プリセットタイムは5種類(7, 15, 30, 60, 120s)とし、各プリセットタイムで表1の条件でフェライト+マルテンサイト相($\alpha$相)とオーステナイト相($\gamma$相)の回折X線強度分布をそれぞれ50回繰り返し測定しました。得られた回折X線強度分布について積分強度を計算しました。積分強度の計算には、回折X線強度分布のデータのうち、$\alpha$相150~165deg、$\gamma$相127~132degの回折角の範囲を用いました。X線強度はバックグラウンドで補正しました。オーステナイト体積率は式(1)から求め、その標準偏差は式(5)から求めました。計算に用いた$R$は0.3としました。1回ごとの測定から求まるオーステナイト体積率の標準偏差と、50個のオーステナイト体積率の標準偏差を比較しました。
表1 X線によるオーステナイト体積率の測定条件
| 純鉄粉末($\alpha$相) | SUS304粉末($\gamma$相) | |
| 管球 | Cr | |
| Kβフィルタ | V | |
| 管電圧 | 30 kV | |
| 管電流 | 10 mA | |
| コリメータ | 2×2 mm | |
| 回折面 | (211) | (220) |
| sin2ψ | 0 | |
| 2θ角 | 142.5-169.9 deg | 114.5-141.9 deg |
| ステップ角 | 0.05 deg | |
図3~図7に、プリセットタイムを7、15、30、60および120sで50回ずつオーステナイト体積率を測定した結果を示します。これらの図には、50個のオーステナイト体積率の平均値と95%信頼区間を示しました。また、一回ごとの測定から式(5)を使って計算したオーステナイト体積率とその95%信頼区間をエラーバーで示しました。これらの図より、エラーバーの中に50回測定した平均値がほぼ含まれていることが分かります。また、50個のオーステナイト体積率の95%信頼区間の幅とエラーバーの幅がほぼ同じであることが分かります。
表2に、各プリセットタイムに対して
①オーステナイト体積率の平均値とその95%信頼区間
②一回ごとに計算で求めたオーステナイト体積率の95%信頼区間の50個の平均値
を示しました。表1において、プリセットタイムが60s以下において、①と②いずれもプリセットタイムの平方根にほぼ比例して小さくなっていることが分かります。また、同一のプリセットタイムにおいて、②は①に近い値を取っていることが分かります。これらの結果より、式(5)を使って一回の測定からオーステナイト体積率のばらつきを評価することは有効と考えられます。なお、プリセットタイム120sにおける95%信頼区間がさほど小さくならなかった理由としては、電源電圧の変動等が考えられます。
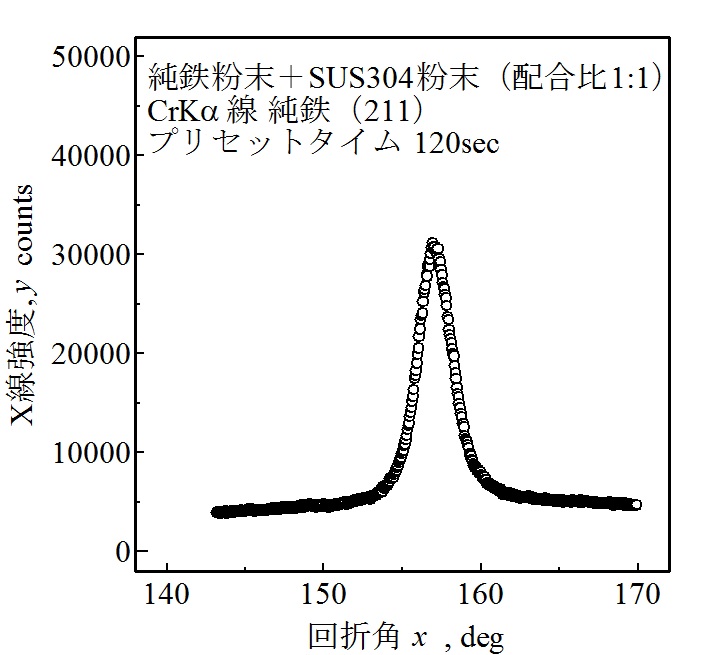
図1 測定した純鉄粉末の回折X線強度分布の一例(プリセットタイム120s)
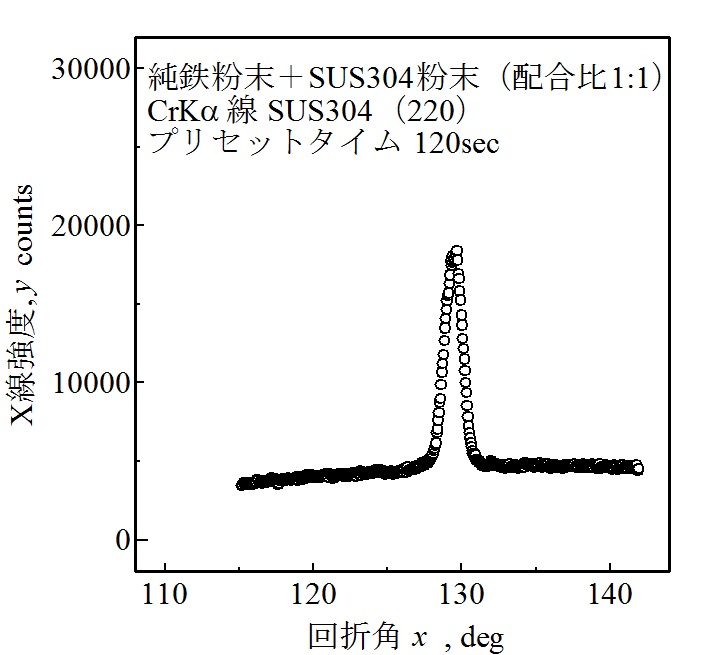
図2 測定したSUS304の回折X線強度分布の一例(プリセットタイム120s)
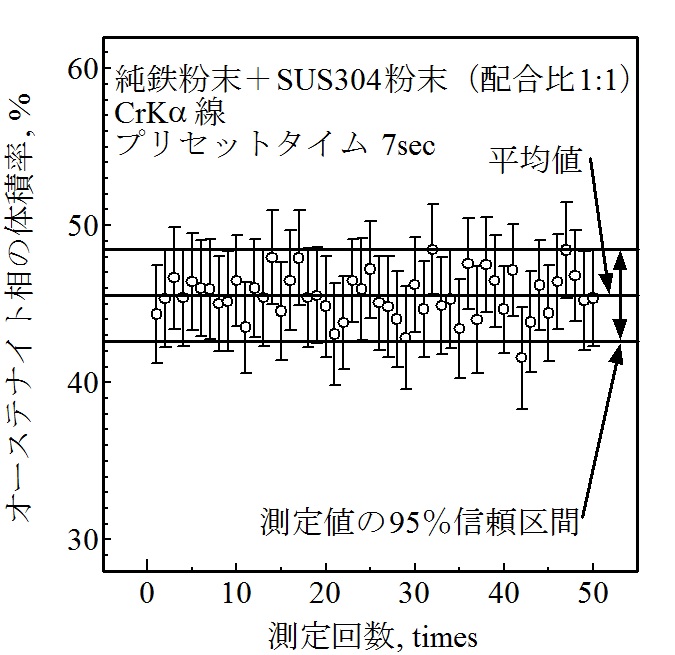
図3 プリセットタイム7sのオーステナイト体積率の統計変動
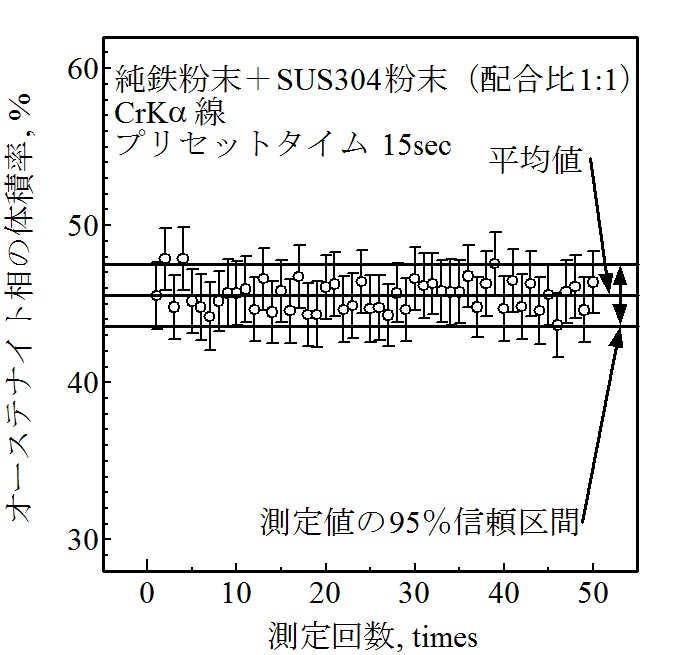
図4 プリセットタイム15sのオーステナイト体積率の統計変動
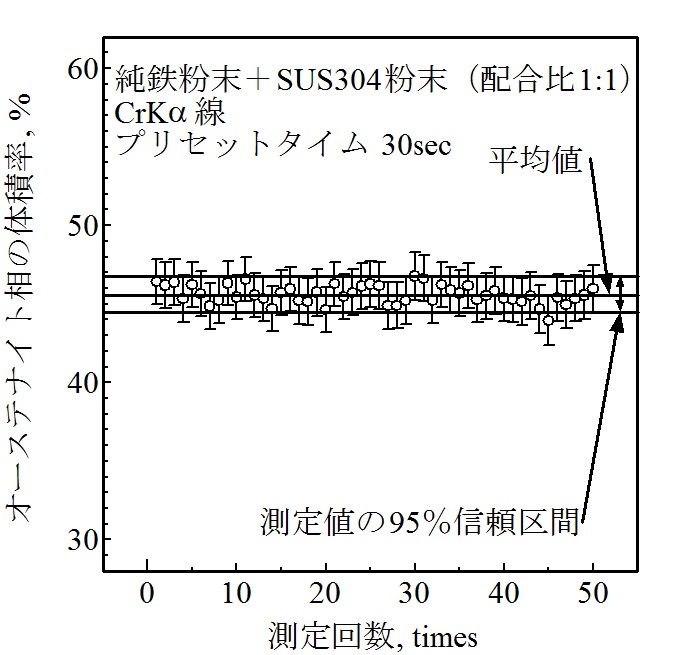
図5 プリセットタイム30sのオーステナイト体積率の統計変動
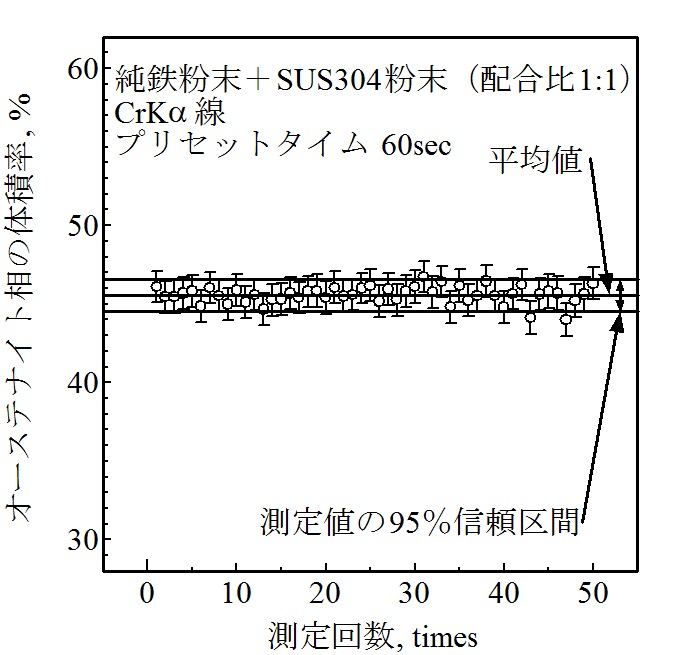
図6 プリセットタイム60sのオーステナイト体積率の統計変動
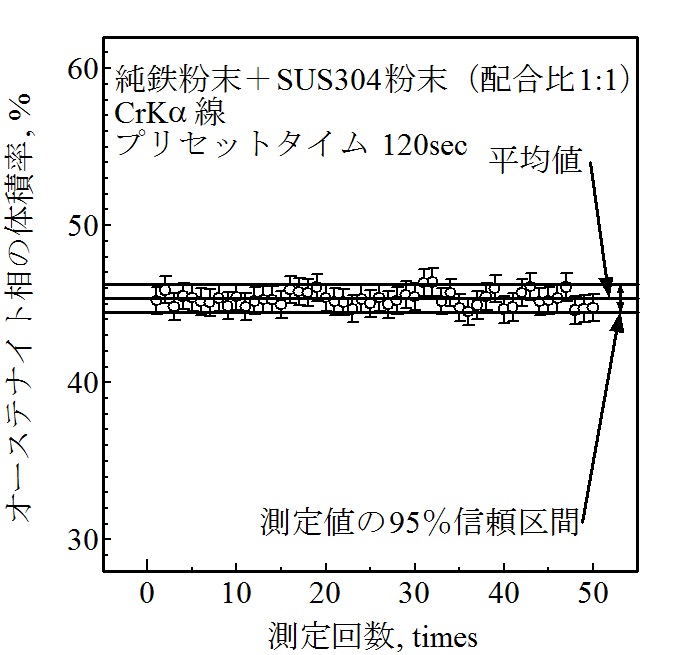
図7 プリセットタイム120sのオーステナイト体積率の統計変動
表2 X線によるオーステナイト体積率とその95%信頼区間
| ①50個のオーステナイト体積率 | ②一回ごとに解析的に求めたオーステナイト体積率の95%信頼区間 | |||
| プリセットタイム, s | 平均値, % | 95%信頼区間, % | 50個の平均値, % | |
| 7 | 45.5 | ±2.9 | ±3.1 | |
| 15 | 45.5 | ±1.9 | ±2.0 | |
| 30 | 45.6 | ±1.2 | ±1.5 | |
| 60 | 45.6 | ±1.1 | ±1.0 | |
| 120 | 45.3 | ±0.9 | ±0.9 | |
| 問い合わせ:新潟県工業技術総合研究所 県央技術支援センター 斎藤 雄治 TEL:0256-32-5271 FAX:0256-35-7228 |