新潟県工業技術総合研究所は、工業系の技術支援機関です。
| Topページ > 機械・金属関係 技術トピックス > レプリカ法による非接触表面粗さ測定 |
ここで、非接触式についてはレーザ顕微鏡や白色干渉計などがあります。非接触式はJISの規定がないことに加え、試料の表面状態、反射率、形状などに測定値が影響されやすいが、試料を傷付けずに表面粗さを測定できる利点があります。当所では、表面状態が異なる種々のステンレス鋼板などについて、接触式と非接触式による表面粗さ(Ra、Rz)の比較測定を行い、両者が概ね一致する結果を得ています。
ここでは、据え置き型の測定装置に載らないような大物の測定物の表面粗さを行う場合を想定し、試料から採取した表面のレプリカについて、レーザ顕微鏡による表面粗さ測定を試みたので紹介します。
・測定装置:オリンパス(株)製レーザ顕微鏡(LEXT-OLS4100)
倍率50倍、開口数0.95の対物レンズを使用
カットオフ:ヘアライン 0.8mm
2B仕上げ 0.25mm(Ra評価時)、0.8mm(Rz評価時)
#400バフ仕上げ 0.25mm
評価長さ:カットオフの5倍(助走と後走はカットオフの0.5倍)
フィルタλs:2.5μm
・レプリカの種類:丸本ストルアス(株)製レプリセット T3
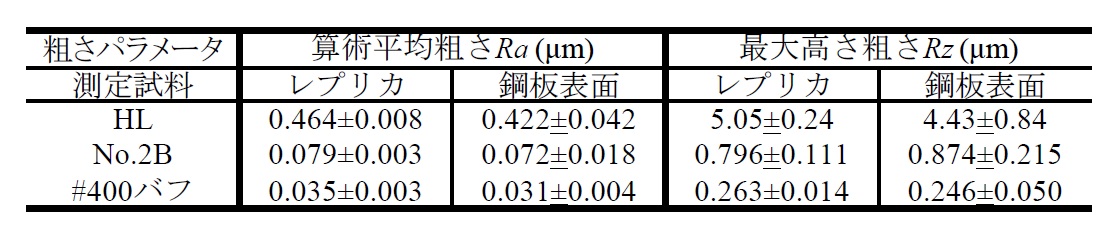
・試料の同一箇所を5回繰り返し測定し、RaとRzの平均値とt分布による95%信頼限界を算出
表 レプリカと鋼板表面の表面粗さの比較
| 問い合わせ:新潟県工業技術総合研究所 県央技術支援センター 斎藤 雄治 TEL:0256-32-5271 FAX:0256-35-7228 |