新潟県工業技術総合研究所は、工業系の技術支援機関です。
| Topページ > 機械・金属関係 技術トピックス > 残留オーステナイト定量用の標準試料の試作(その1) |
ここで、粉末の試料はいつでも調合できますが、取り扱いが面倒になるため、何らかの方法で粉末を固めた方が便利です。ここでは、SUS430とSUS310Sの混合粉末を放電プラズマ焼結(SPS)法によって焼結して、X線回折でのオーステナイトの定量を試みました。なお、この実験は令和元年7月~10月に実施したものです。
実験に用いた粉末は前回と同じ市販のSUS430とSUS310Sの粉末です。これより、SUS430とSUS310Sそれぞれ単体の焼結体と、これらの粉末の質量比がSUS430:SUS310S=95:5、90:10、80:20となる混合粉末の焼結体を作製しました。
焼結体の作製は、放電プラズマ焼結(SPS)法を用いて、真空中で25MPaの圧力を加えながら1000℃まで20℃/minの速度で昇温して行いました。焼結に用いた型は黒鉛型です。
作製した焼結体を図1に示します。作製した焼結体の大きさは直径約20mm、厚さ約10mmです。作製した焼結体の密度をJIS R1634により測定した結果を表1に示します。測定した密度は、SUS430およびSUS310Sの密度1)(7.7×10-3kg/cm3および7.98×10-3kg/cm3)に近い値を取りました。
ここで、95:5焼結体について、断面の金属組織を観察した結果を図2に示します。腐食液には塩酸-ピクリン酸-アルコール溶液(配合:塩酸10ml、ピクリン酸1g、エチルアルコール80ml)を用いました。図より、表面から約0.5mmの深さまで組織が異なっている様子が観察できます。この組織変化は黒鉛型からの浸炭によるものと考えられたため、焼結体を厚さ方向に約3mm除去してから鏡面研磨してオーステナイトの定量を行いました。
オーステナイトの定量は、(株)リガク製 X線応力測定装置 PSPC-MSF-3M を用いて表2の条件で行いました。プリセットタイムは、SUS310S単体についてはα相240s、γ相60sとし、それ以外はα相60s、γ相240sとしました。95:5、90:10、80:20の試料について、研磨面の10箇所を定量して平均と標準偏差を求めました。
回折線の積分範囲は、α相148~163deg、γ相126.5~132degとしました。また、K値については、SUS430焼結体の(211)面のピーク位置とSUS310S粉末の(220)面のピーク位置から求めた値(0.27)を用いました。
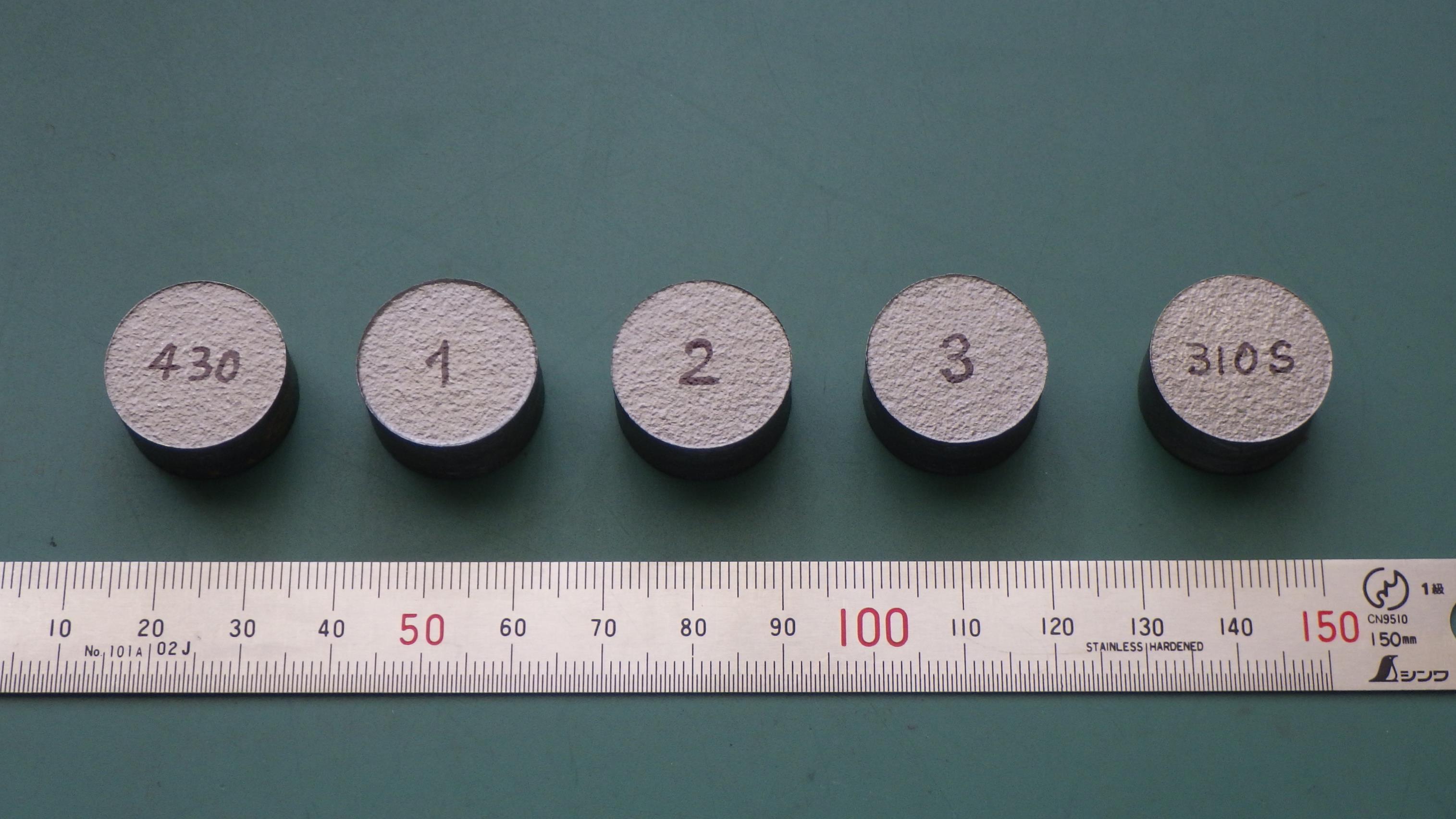
図1 作製した焼結体(左から、SUS430、95:5、90:10、80:20、SUS310S)
表1 作製した焼結体の密度(JIS R1634による)
| 焼結体 | 密度, ×10-3kg/cm3 |
| SUS430 | 7.57 |
| 95:5 | 7.60 |
| 90:10 | 7.60 |
| 80:20 | 7.63 |
| SUS310S | 7.73 |
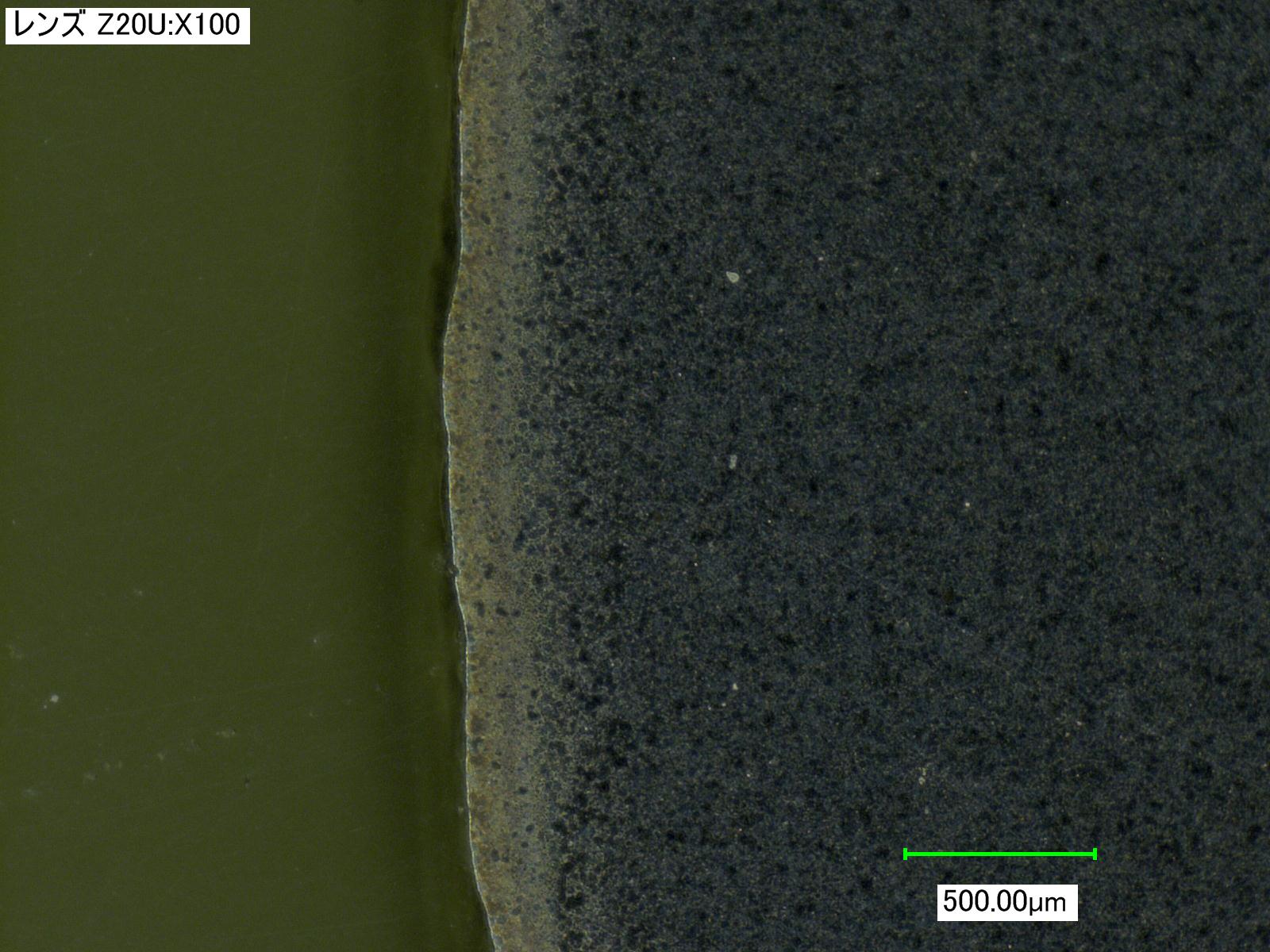
図2 95:5焼結体の断面の金属組織(左端が表面)
表2 X線回折によるオーステナイト定量の条件
| α相 | γ相 | |
| X線管球 | Cr | |
| Kβフィルタ | V | |
| 管電圧 | 30kV | |
| 管電流 | 10mA | |
| コリメータ | 2×2mm | |
| 回折面 | (211) | (220) |
| sin2ψ | 0 | |
| 2θ角 | 148-163deg | 125-133deg |
| ステップ角 | 0.05deg | |
【実験結果】
まず、SUS430とSUS310S単体の焼結体について、回折線を測定した結果を図3~図6に示します。ここで、CrKα線で回折線を測定すると、α相は回折角156deg付近に(211)面のピークが見られ、γ相は回折角129deg付近に(220)面のピークが見られることが分かっています。このことと図3~図6を比較すると、SUS430の焼結体にはα相のピークのみが見られ、SUS310Sの焼結体にはγ相のピークのみが見られることが分かります。このため、SUS430の焼結体にはα相のみ、SUS310Sの焼結体にはγ相のみが存在していると考えられます。前回、SUS310Sの粉末を測定したときはα相のピークもわずかに見られましたが、今回は見られませんでした。焼結したことにより金属組織が変化したことが考えられます。
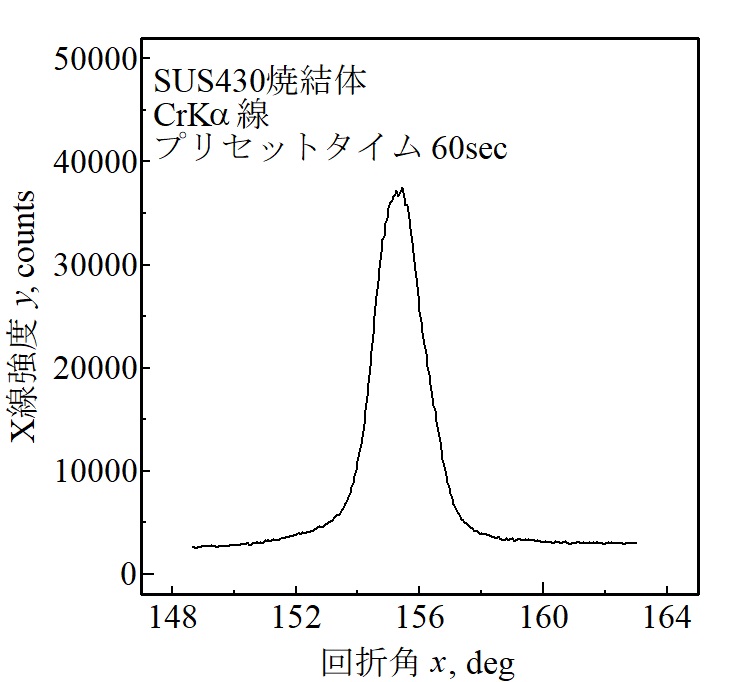
図3 SUS430焼結体のCrKα線による回折線(回折角156deg付近)
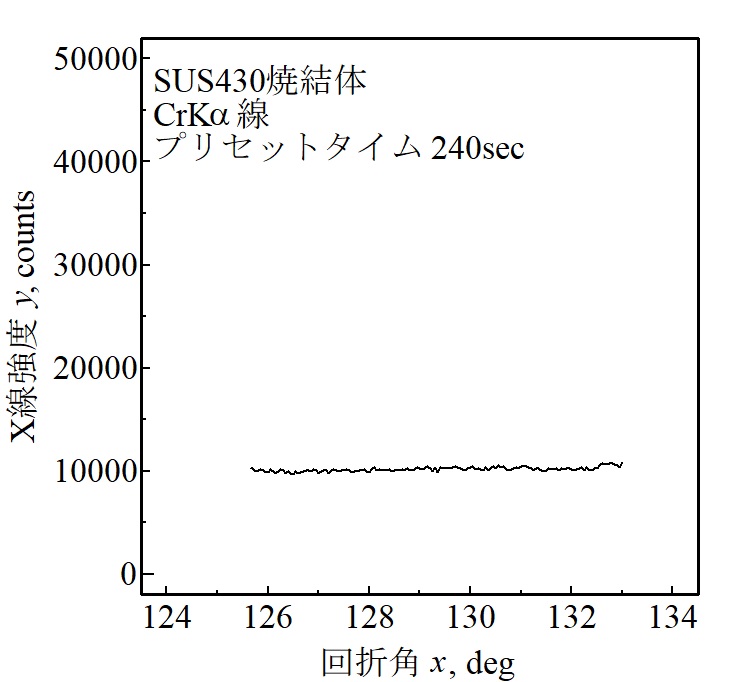
図4 SUS430焼結体のCrKα線による回折線(回折角129deg付近)
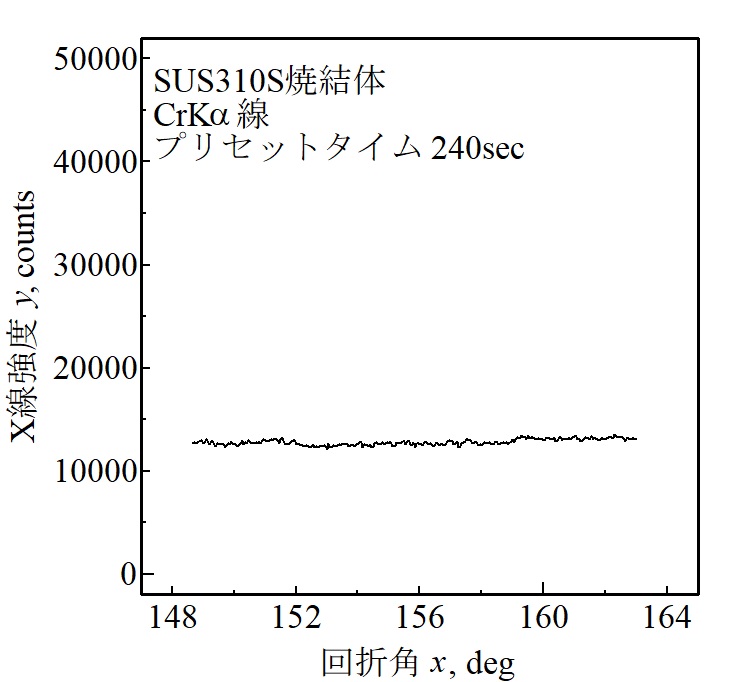
図5 SUS310S焼結体のCrKα線による回折線(回折角156deg付近)
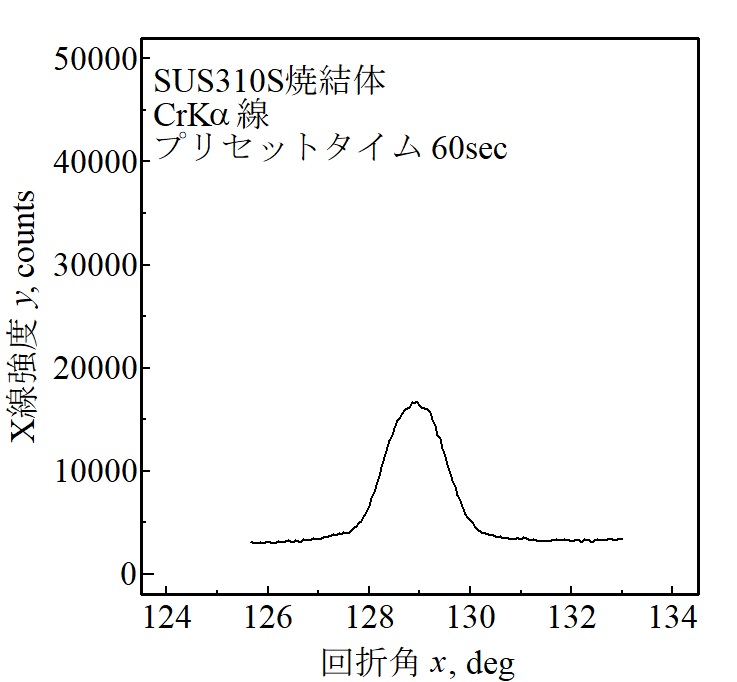
図6 SUS310S焼結体のCrKα線による回折線(回折角129deg付近)
次に、SUS430とSUS310Sの混合粉末の焼結体について、回折線を測定した結果の一例を図7と図8に示します。図7に見られるピークはα相の(211)面のもので、図8のピークはγ相の(220)面のものとなります。
このような回折線から求めた三個の焼結体のオーステナイト定量値を表3に示します。表においてオーステナイト配合率(見込み)は、焼結体中のSUS310Sが全てオーステナイト組織であるとみなして、SUS310Sの混合率と、SUS430およびSUS310Sの密度1)(7.7×10-3kg/cm3および7.98×10-3kg/cm3)から求めた計算値です。また、表中のX線回折による定量値には、10箇所の平均値とばらつきを表すt分布の95%信頼区間を示しました。X線回折による定量値は、90:10焼結体では見込み値より小さく、95:5と80:20焼結体では見込み値に信頼区間の範囲で一致していることが分かります。
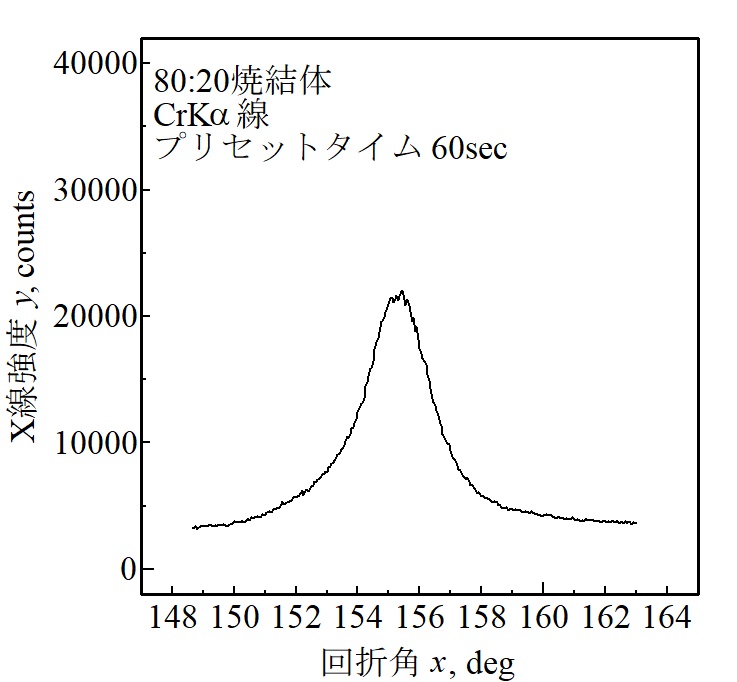
図7 80:20焼結体のCrKα線による回折線
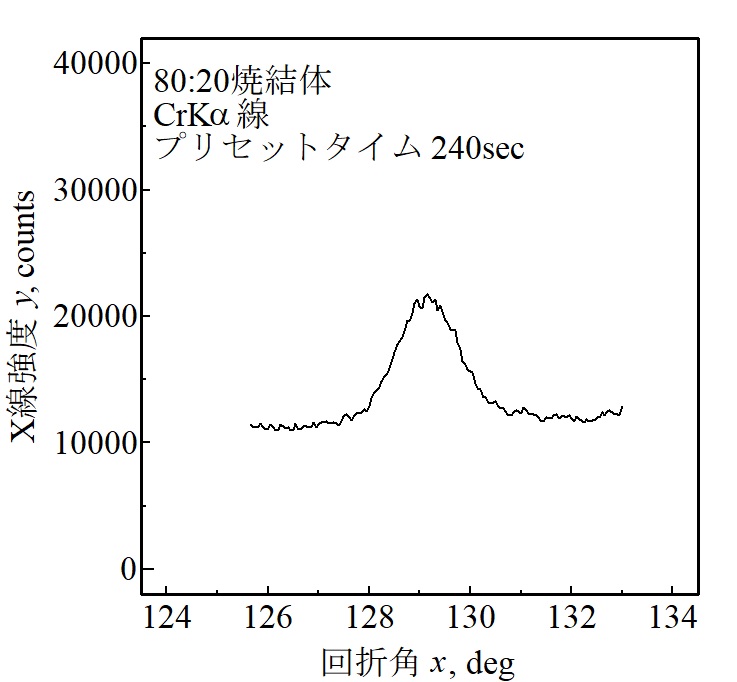
図8 80:20焼結体のCrKα線による回折線
表3 焼結体のX線回折による定量値と95%信頼限界
| 焼結体 | SUS310Sの 混合率, wt% | オーステナイト配合率 (見込み), vol% | X線回折による 定量値, vol% |
| 95:5 | 5.0 | 4.8 | 4.9±1.2 |
| 90:10 | 10.0 | 9.7 | 8.5±1.0 |
| 80:20 | 20.0 | 19.4 | 20.1±1.5 |
|
問い合わせ:新潟県工業技術総合研究所 中越技術支援センター 斎藤 雄治 TEL:0258-46-3700 FAX:0258-46-6900 |