新潟県工業技術総合研究所は、工業系の技術支援機関です。
| Topページ > 機械・金属関係 技術トピックス > X線回折における残留オーステナイトの統計変動(マルテンサイト相と残留オーステナイト相の測定時間が異なる場合) |
さて、X線回折によって得られる残留オーステナイト体積率はX線強度固有の統計変動によりばらつきを生じます。このばらつきの大きさを一回の測定で求める方法について、これまでに紹介してきました1)2)3)。
ここでは、鋼材の残留オーステナイトの測定を行った結果を紹介します。マルテンサイト相と残留オーステナイト相の測定時間が異なる場合について、残留オーステナイト体積率のばらつきの大きさがどう変わるか調べました。
実験装置は(株)リガク製 X線応力測定装置 PSPC-MSF-3M を用いました。表1の条件でマルテンサイト相と残留オーステナイト相の回折X線強度分布をそれぞれ10回繰り返し測定しました。プリセットタイム(測定時間)については、表1の最下行に示したマルテンサイト相と残留オーステナイト相の時間を組み合わせました。
得られた回折X線強度分布をバックグラウンドで補正してから積分強度を計算しました。積分強度の計算には、回折X線強度分布のデータのうち、マルテンサイト相は142~170deg、残留オーステナイト相は126~132degの回折角の範囲を用いました。さらに、積分強度の値を使って残留オーステナイト体積率とその標準偏差を求めました。計算に用いたR値は0.3としました。前回紹介した式1)2)3)を使って1回ごとの測定から求まる残留オーステナイト体積率の標準偏差を求めるとともに、10個の残留オーステナイト体積率の標準偏差を求めて、両者を比較しました。
表1 X線による残留オーステナイト体積率の測定条件
| マルテンサイト相 | 残留オーステナイト相 | |
| 管球 | Cr | |
| Kβフィルタ | V | |
| 管電圧 | 30 kV | |
| 管電流 | 10 mA | |
| コリメータ | 2×2 mm | |
| 回折面 | (211) | (220) |
| sin2ψ | 0 | |
| 2θ角 | 142.5-169.9 deg | 114.5-141.9 deg |
| ステップ角 | 0.05 deg | |
| プリセットタイム | 30, 60, 120s | 30, 120, 240, 480s |
図2と図3に、試験片の回折X線強度分布を測定した結果の一例を示します。図2はマルテンサイト相で、図3は残留オーステナイト相です。図2は回折角156deg付近に、図3は回折角129deg付近に、それぞれ強度のピークがあることが分かります。また、残留オーステナイト相はマルテンサイト相に比べてピークが小さいので、積分強度がかなり低いことが予想できます。
表2に、マルテンサイト相と残留オーステナイト相について、種々のプリセットタイムの組み合わせに対する
①残留オーステナイト体積率の10回の平均値とその95%信頼限界
②5回目の測定の残留オーステナイト体積率の95%信頼限界
を示しました。なお、②については10個の測定結果の代表として5回目の測定結果を示しました。
表1において、最下行の60秒と480秒の組み合わせを除き、①と②の信頼限界の大きさはほぼ同じであることが分かります。このことから、前回紹介した式1)2)3)を使って1回ごとの測定から求めた残留オーステナイト体積率の標準偏差は、10回の測定値のばらつきをよく表していると考えられます。なお、60秒と480秒の組み合わせにおいて①が大きい理由としては、測定時間が長いことによる電源電圧の変動等が考えられます。また、表1より、残留オーステナイト体積率の信頼限界は残留オーステナイト相のプリセットタイムを大きくすると小さくなりますが、マルテンサイト相のプリセットタイムを大きくしてもほとんど変わらないことが分かります。
今回の測定から、残留オーステナイト体積率のばらつきについては、前回紹介した式1)2)3)で評価できることと、ばらつきを小さくするには残留オーステナイト相のプリセットタイムを大きくするのが効果的であることが確認できました。
図1 試験片の金属組織
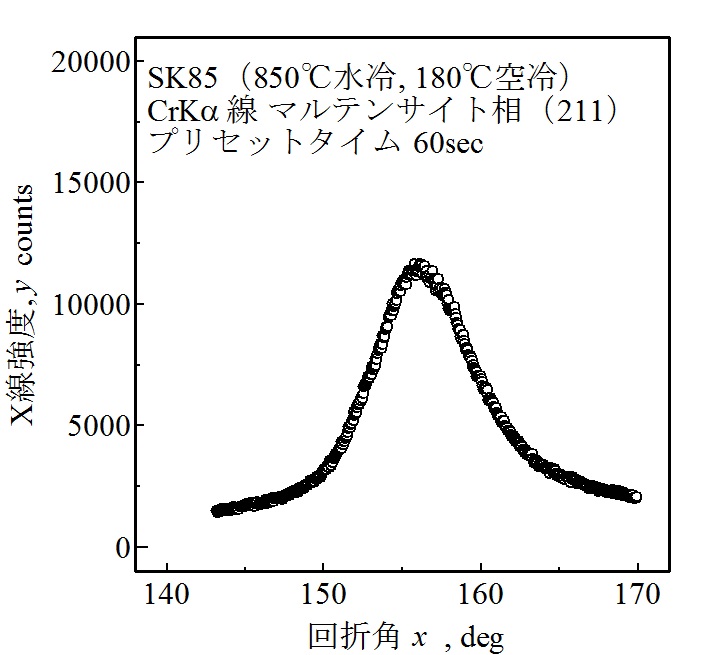
図2 マルテンサイト相の回折X線強度分布
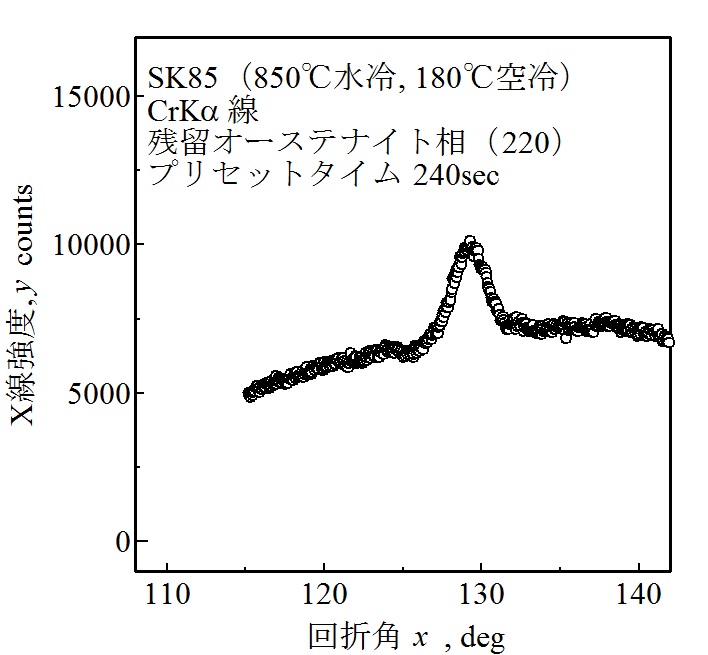
図3 残留オーステナイト相の回折X線強度分布
表2 X線による残留オーステナイト体積率とその95%信頼限界
| プリセットタイム, s | ①10個の残留オーステナイト体積率の平均値とその95%信頼限界, % | ②5回目の残留オーステナイト体積率とその95%信頼限界, % | |
| マルテンサイト相 | 残留オーステナイト相 | ||
| 30 | 30 | 6.6±1.7 | 7.1±1.6 |
| 120 | 30 | 7.4±1.9 | 6.8±1.6 |
| 120 | 120 | 6.6±0.9 | 6.6±0.8 |
| 30 | 120 | 6.7±0.8 | 7.1±0.8 |
| 60 | 240 | 6.6±0.6 | 6.1±0.6 |
| 60 | 480 | 7.0±0.7 | 6.8±0.4 |
2) X線回折における強度補正と統計変動についてhttp://www.iri.pref.niigata.jp/topics/H29/29kin10.html
3) X線回折における残留オーステナイト体積率のばらつきについてhttp://www.iri.pref.niigata.jp/topics/H29/29kin12.html
| 問い合わせ:新潟県工業技術総合研究所 県央技術支援センター 斎藤 雄治 TEL:0256-32-5271 FAX:0256-35-7228 |